GİRİŞ Mühendislik uygulamalarında eklemeli üretim yöntemlerinin kullanımının son dönemdeki yükselişi, geleneksel üretim yöntemlerine seçenek ya da tamamlayıcı teknolojilerin ne kadar gerekli olduğunun göstergesidir. Geleneksel talaşlı üretim veya döküm yöntemlerinde, üretim süreci malzemeden talaş kaldırma veya plastik şekillendirme ilkesiyle ilerlerken, eklemeli üretim, tersine bir yaklaşımla katmanlar eklenerek gerçekleşir. Böylece karmaşık geometrilerde ve çok malzemeli yapıların üretiminde ciddi üstünlük sağlanır. Eklemeli üretim yöntemlerden biri olan Yönlendirilmiş Enerji Yığma (YEY) teknolojisi, parçanın belirli bir bölgesine veya yüzeyine doğrudan metal tozu veya tel beslenmesi ve bunun bir enerji kaynağı ile ergitilmesi sonucu katman oluşturma temeline dayanır. Böylece hem yeni parça üretimi hem de hasar görmüş veya aşınmış parçaların onarımı gerçekleştirilebilir. Kullanılan enerji kaynağı ve beslenen malzemeye göre Lazer Net Şekillendirme (LENS Laser Engineered Net Shaping), Lazer Metal Yığma (LMD Laser Metal Deposition), Tel Ark Eklemeli Üretim (WAAM Wire Arc Additive Manufacturing), Elektron Işın Eklemeli Üretim (EBAM Electron Beam Additive Manufacturing) olarak anılmaktadır. Diğer eklemeli üretim teknolojilerine oranla YEY yönteminin yüksek biriktirme hızı ve büyük, yoğun ve yapısal parçalara uygulanabilme yeteneği dikkat çekmektedir.
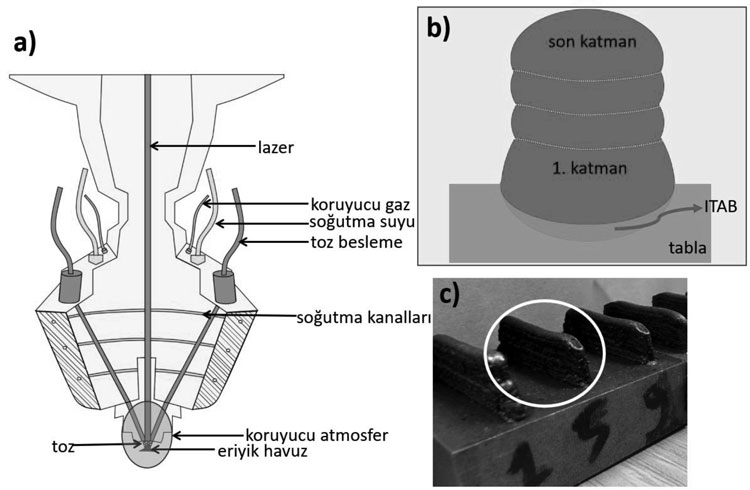
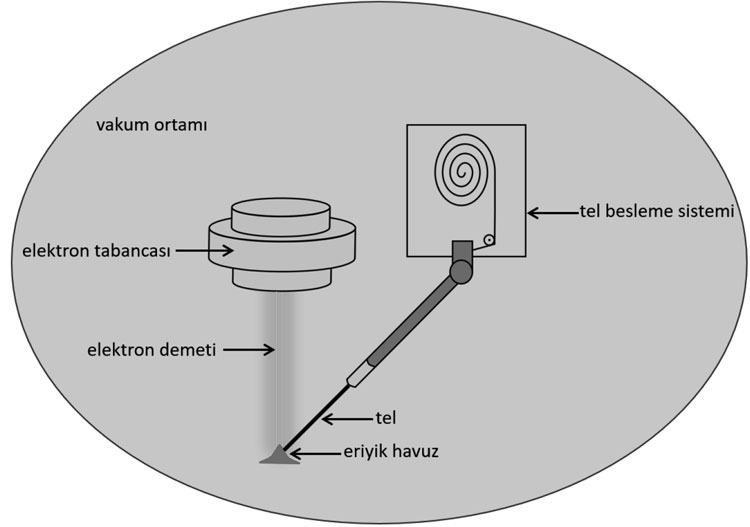
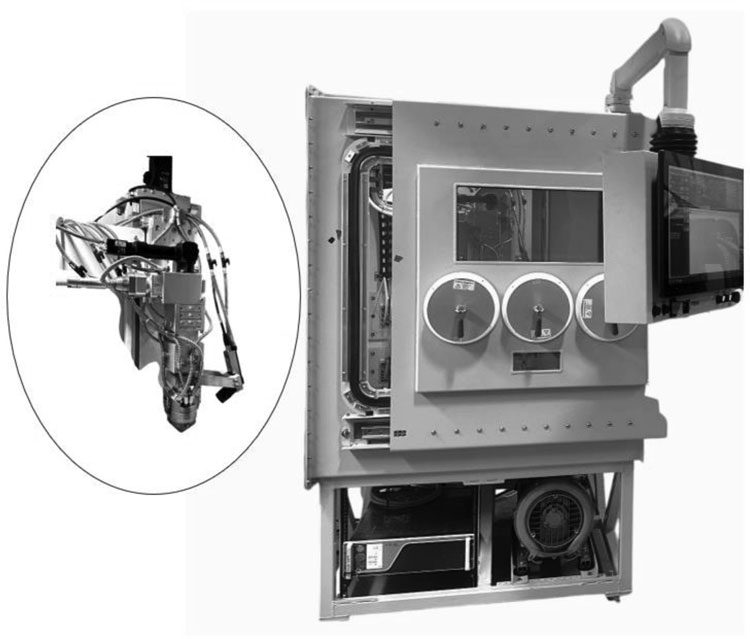
YÖNLENDİRİLMİŞ ENERJİ YIĞMA TEKNOLOJİSİNİN TEMELLERİ 2.1 Çalışma İlkesi ve Ekipman YEY teknolojisinde lazer, elektron ışını veya elektrik/plazma ark gibi yüksek yoğunluklu bir enerji kaynağı, iş parçasının yüzeyine veya parçanın oluşturulacağı bölgeye yönlendirilir. Aynı anda toz veya tel formundaki metal besleyici de, lazer/ışın odağının bulunduğu noktaya yönlendirilir. Metal malzeme ve enerji kaynağı etkileşimi sonucu ergiyen malzeme, katılaşarak hedeflenen geometriyi oluşturacak şekilde, üst üste biriktirilir. Sistemin temel donanım bileşenleri şu şekildedir: • Enerji Kaynağı: Lazer, elektron ışını veya ark kaynağı, malzemeyi ergitmek için gerekli enerjiyi sağlar. • Besleme Sistemi: Metal toz veya telin doğru oran ve hızda beslenmesini sağlar. • Çok Eksenli Hareket Sistemi: Parça geometrisinden elde edilen takım yoluna göre, enerji kaynağı ve/veya iş parçasının denetimli hareketini sağlar. Enerji kaynağı tipi, malzemenin ergime davranışını ve işlemin verimliliğini önemli ölçüde etkiler. Lazer tabanlı sistemler (tipik olarak 500 W–3 kW ve üzeri güç), hassas enerji odağı sağlayarak daha verimli ve daha az ısıl etkilenmiş bölge (Isı Etkisi Altındaki Bölge, ITAB – Heat Affected Zone HAZ) oluştururlar. Yüksek yoğunluklu lazer ışını, belirli bir odak çapında olduğu için yalnızca hedeflenen bölgeyi ısıtır ve hızlı bölgesel ergime sağlar. Bu durum, özellikle karmaşık geometrili parça üretiminde veya kritik yüzey onarımında, çevre bölgenin aşırı ısınmasını önleyerek dar ITAB elde edilmesini sağlar. Ayrıca lazer ışınının gücü ve tarama hızı gibi üretim değişkenlerinin kolaylıkla ayarlanabilmesi, parça mikro-yapısının istenen özelliklerde şekillenmesine katkıda bulunur. YEY teknolojisinde lazer ve tozun farklı çalışma yapılandırmaları olsa da çok yönlü hareket yeteneğiyle genelde Şekil 1 (a)’da verilen lazer ışının nozulun merkezinden geçerek iş parçası yüzeyini hedef aldığı, aynı anda toz parçacıklarının nozul çevresinden ortak eksenli (koaksiyel) olarak beslendiği yapılandırma yeğlenmektedir. Lazer tabanlı YEY teknolojisi ile elde edilen ergiyik havuz ve üretilen duvar geometrisinin şematik görünümü Şekil 1(b) ve gerçek uygulama örneği ise Şekil 1(c)’de gösterilmektedir. Elektron ışını tabanlı sistemlerde, daha yüksek enerji yoğunluğu (5 kW–20 kW) ile daha yüksek biriktirme oranlarına ulaşılır. Elektron demetinin havadaki moleküllerle etkileşime girerek enerjisini yitirmemesi için vakum ortamında (genellikle 10-4–10-5 mbar düzeyi) çalışması gerekir. Vakum ortamında tozun akışını ve geri kazanımını yönetmek zor olduğu için, elektron ışını tabanlı YEY sistemleri, daha çok Şekil 2’de gösterildiği gibi tel besleme ile çalışır. Vakum altında çalışması nedeniyle malzemenin oksidasyon riski düşer; böylece titanyum, nikel düzeyli süper alaşımlar gibi oksijene duyarlı alaşımlarla daha nitelikli bir üretim yapılır. Ancak büyük boyutlu bir vakum haznesi veya bölmesi gerektirmesi ve ticari olarak donanımların daha maliyetli olması nedeniyle kullanımı daha az yaygındır.
Şekil 1. a) Koaksiyal Toz Beslemeli Lazer Enerji Kaynaklı YEY Kafası, b) YEY ile Yığılan Duvar Geometrisi Şematik Görünümü, c) YEY ile Yığılan Duvar Resmi
Şekil 2. Tel Beslemeli Elektron Işını Tabanlı YEY Sistemi
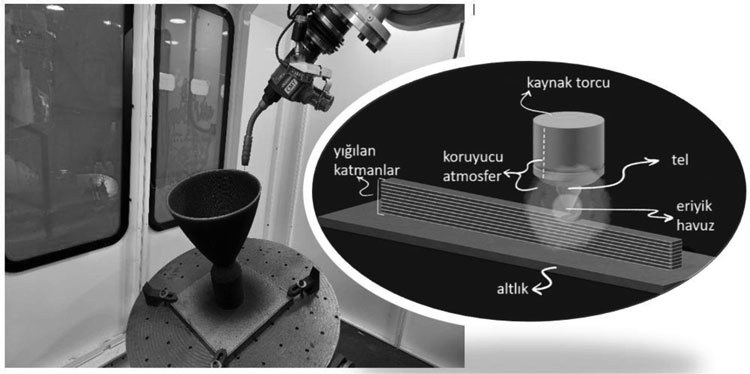
Ark kaynaklı YEY sistemlerinde tel formundaki metal malzeme tercih edilir. Elektrik/plazma arkı yardımıyla metal tel ergitilerek katmanlı biçimde birikim sağlanır (Şekil 3). Elektrot teli ark eklemeli üretim (WAAM) olarak bilinen bu teknoloji, endüstriyel kaynak işlemlerinin (örneğin MIG Metal Inert Gas /MAG Metal Active Gas, TIG Tungsten Inert Gas, Plazma Ark, gibi) eklemeli üretim ilkesine uyarlanmasıyla ortaya çıkmıştır. Ark kaynaklı sistemlerde kullanılacak ark tipine karar verirken, biriktirme hızları, odak genişlikleri ve malzeme uyumu gibi farklı değişkenler göz önünde bulundurulmalıdır. MIG/MAG ark kaynaklı sistemlerde, tükenen elektrot kullanılması ve yüksek enerji girdisi ile daha fazla biriktirme oranlarına ulaşılır. Ancak malzemeye verilen yüksek ısı daha fazla ITAB ve sıçrama oluşmasına neden olur. Bu soruna çözüm olarak Fronius firması tarafından geliştirilen soğuk metal transferi (CMT Cold Metal Transfer) teknolojisi, bir tür kısa devre transfer modunda MIG/MAG tekniğidir. Temel fikir, arkı çok kısa süreli ve denetimli bir kısa devre şeklinde kullanmak ve aynı anda telin ileri-geri (ileri-besleme ve geri-çekme) hareketini sağlamaktır. Düşük ısı girdisi ile daha az sıçrama, daha dar ITAB, düşük kalıntı gerilmesi ve çarpılma sağladığı için ark kaynaklı YEY teknolojisinde en çok kullanılan yöntemdir. YEY teknolojisinde kullanılan hammaddenin toz veya tel olmasına göre malzeme besleme sistemi değişmektedir. Toz beslemeli sistemler genelde havalı (pnömatik) sistemle çalışır ve daha hassas denetim sağlar. Tel beslemeli sistemler ise mekanik olarak çalışır ve daha yüksek besleme oranlarına sahiptir. YEY teknolojisinde hareket sistemi temel olarak dik koordinat sistemli (kartezyen) ve robotik denetimli olmak üzere ikiye ayrılır.
Şekil 3. Tel Ark Eklemeli Üretim Sistemi (WAAM) ve Çalışma İlkesi (MetalWorm, Türkiye)
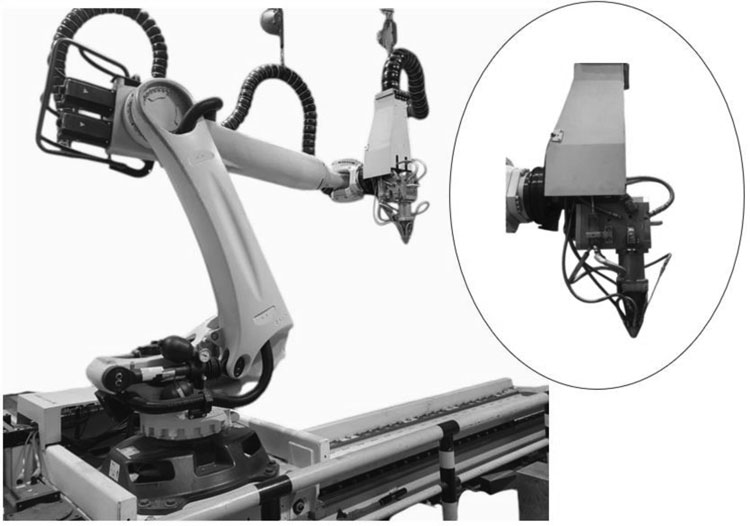
Robotik sistemler başlıca robot kolu, pozisyoner/doğrusal ray ve yığma kafasından oluşur (Şekil 4). Robotik sistemler büyük iş parçaları ile çalışılan durumlar ile karmaşık parçalar için kullanılmaktadır. Kartezyen koordinatta çalışan sistemler ise yığma kafasının bağlı olduğu en az üç eksende hareket eden portal vinç (gantry) gibi bir hareket yeteneğine sahiptir (Şekil 5). Kartezyen sistemler, genelde ortam koşullandırmanın gerektiği malzemelerin (reaktif) kullanıldığı uygulamalar ve yüksek tekrarlanabilirliğin önemli olduğu parçalar için önerilir.
Şekil 4. Robotik Tabanlı Toz Beslemeli Lazer Enerji Kaynaklı YEY Sistemi (Erlaser, Germany)
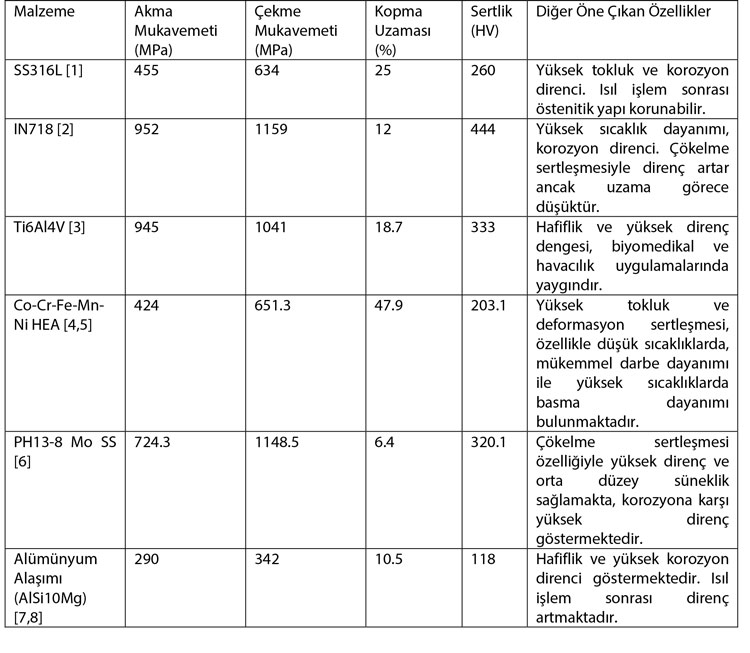
2.2 Malzeme Seçimi ve Toz/Tel Özellikleri YEY yönteminde kullanılacak malzeme, hedeflenen sürece göre seçilmeli ve toz veya tel, parça özelliklerini karşılayacak nitelikte olmalıdır. Karmaşık geometrilerde veya ince ayrıntılarda toz malzeme seçilmesi gerekirken, daha yüksek biriktirme oranlı, daha düşük malzeme kaybı ve toz malzemeye oranla daha düşük maliyet için tel malzeme yeğlenmelidir. Alaşım geliştirme gibi nedenlerle farklı malzemelerin aynı anda beslenmesi gereken durumlarda ise toz beslemeli sistemler yeğlenmektedir. Toz beslemeli YEY sistemlerinde en çok kullanılan malzemeler ve mekanik özellikleri Tablo 1’de verilmiştir. Tabi burada her iki malzeme için dikkat edilecek başka konular da bulunmaktadır. Toz malzemede parçacık büyüklüğü ve toz yapısı, toz besleme verimliliğini, akış yeteneğini ve ergiyik havuz niteliğini doğrudan etkileyen değişkenlerdir. Tel malzemede ise tel çapı ve yüzey temizliği dikkate alınmalıdır. Tel çapı seçiminde, üretim hızı, katman kalınlığı ve yüzey pürüzlülüğü ile doğrudan orantılı olduğu unutulmamalıdır. Tel yüzeyinin yağ, kir veya oksit tabakası barındırmaması, kaynak arkı kararlılığı ve kaynak havuzu tutarlılığının korunması açısından kritiktir.
Tablo 1. Farklı Malzemelerin Toz Beslemeli YEY Sistemi ile Üretilen Örneklerinin Mekanik Özellikleri
İŞLEM GELİŞTİRME YEY teknolojisi ile üretilen parçanın mekanik ve fiziksel özellikleri, üretim niteliği ve malzeme verimliliği, büyük oranda üretim değişkenleriyle doğrudan ilişkilidir. Bu değişkenlerin en iyi şekilde seçilmesi hem geometrik doğruluk hem de mikro-yapı bütünlüğü açısından kritik önem taşır. Lazer/elektron ışının veya ark kaynağının gücü ve ilerleme hızı, ergiyik havuz boyutunu ve alt katmana işlemesini belirleyen en önemli değişkenlerdir. Bu değişkenler aynı zamanda katmanlar arası bağlanma ve ITAB genişliğini kontrol etmek için de kullanılır. Malzeme besleme hızı, yığılan katmanın bağdaşıklığını ve kalınlığını şekillendirirken, diğer yandan işlem verimliliğini ve biriktirme hızını da doğrudan belirler. Bunlara ek olarak, zikzak, spiral veya kontur-dolgu desenleri gibi katman geçiş yöntemleri, katman içindeki gerilim dağılımını, mikro-yapı yönelimlerini ve soğuma hızlarını kontrol ederek son mekanik özelliklerde farklılıklara yol açar. Son olarak, ortam koşulları (koruyucu gaz, vakum, nem kontrolü gibi) özellikle oksidasyona duyarlı ya da yüksek sıcaklık direnci gerektiren malzemelerde kilit rol oynar. Tüm bu değişkenlerin doğru birleşimi hem üretim niteliğini artırmakta hem de süreç tekrar edilebilirliğini güvence altına almaktadır.
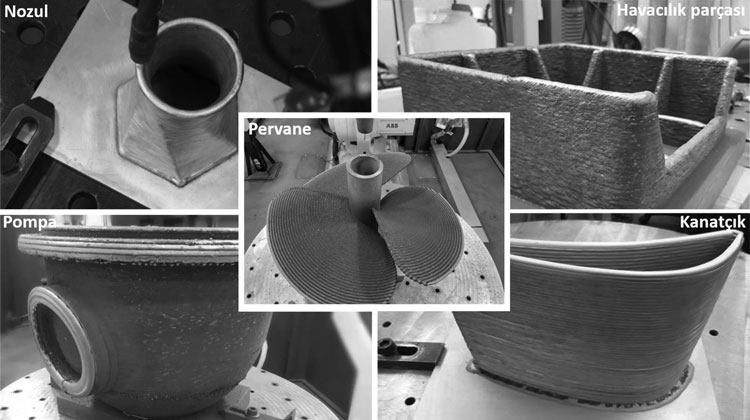
YEY UYGULAMALARINA ÖRNEKLER YEY teknolojisinde çok yönlü malzeme kullanımı ve katman katman yapı oluşturma olanağı, geleneksel yöntemlerle üretimi çok zor hatta olanaksız sayılabilecek geometrilerin bile tek parça ve hızlı biçimde üretilmesini olanaklı kılar (Şekil 6). YEY teknolojisinin farklı sektörlerde geniş bir uygulama alanı olmakla birlikte, özellikle aşağıdaki sektörlerde yaygın olarak kullanılmaktadır. 4.1 Havacılık ve Savunma Sanayi Yüksek sıcaklık mekanik dayanımı ve korozyon direnci gereken parçalarda, YEY ile nikel veya kobalt içeren süper alaşımlar (örneğin IN718, Stellite) başarıyla uygulanmaktadır. Havacılık sektöründeki titanyum parçaların onarımında da YEY yöntemi, hızlıca kabul görmüş durumdadır. 4.2 Enerji ve Petro-Kimya Sektörü YEY teknolojisi ile türbin kanatları, kompresörler ve yüksek basınç altında çalışan pompa, vanalar gibi kritik parçaların üretimi ve yüzeyindeki aşınma veya korozyon hasarlarının onarılması, büyük ölçüde maliyet ve zaman kazancı sağlar. Ayrıca, yüksek sıcaklık ve aşındırıcı ortamlarda çalışan bu parçalara, YEY yöntemiyle korozyona dayanıklı kaplamalar da eklenebilmektedir. 4.3 Kalıp Üretimi ve Otomotiv Özellikle karmaşık geometrili kalıpların üretimi veya tamir gerektiren kısımlarının onarımı, YEY yöntemiyle yapılabilir. Otomotiv sektöründe ilk örnek (prototip) veya küçük ölçekli özel parça üretiminde YEY kullanımı yaygınlaşmaktadır.
Şekil 6. Tel Ark Eklemeli Üretimle Üretilen Çeşitli Endüstrilere Ait Parçalar (MetalWorm, Türkiye)
KARŞILAŞILAN ZORLUKLAR, YAKLAŞIMLAR VE GELECEĞE BAKIŞ YEY yönteminde karşılaşılan zorluklar, geliştirilen yaklaşımlar ve geleceğe bakış, aşağıdaki başlıklarda yoğunlaşmaktadır. Karşılaşılan zorlukların aşılması ve teknolojik gelişmelerin daha çok benimsenmesi ile önümüzdeki dönemlerde YEY teknolojisinin endüstriyel uygulamalarda daha çok yer edineceği beklenmektedir. 5.1 Mikro-yapı ve Kalıntı Gerilme Kontrolü YEY teknolojisinde hızlı soğuma ve çoklu katmanlı oluşum nedeniyle mikro-yapıda heterojenlik (kolonlu yapı, gözenekler, gibi çeşitli yapı değişiklikleri) ve kalıntı gerilmeler gözlenebilir. Hızlı katılaşma, elementlerin bağlaşık dağılımını engelleyerek, ergiyik havuz sınırlarında veya katmanlar arasında ayrışmasına yol açabilir. Bu durum, parçanın mekanik ve ısıl dayanım özelliklerine olumsuz etki eder. Bu sorunların azaltılması için üretim değişkenlerinin doğru seçilmesi, ısıl işlem ile mikro yapı bütünlüğü ve gerilim giderme ile kalıntı gerilmelerin hafifletilmesi veya ortadan kaldırılması gibi ikincil işlemlerin sürece eklenmesi gerekmektedir. 5.2 Standartlaşma ve Nitelik Diğer eklemeli üretim yöntemlerinde olduğu gibi, YEY teknolojisinde de standart ve sertifikasyon eksiklikleri, teknolojinin endüstriyel ölçekte benimsenmesini yavaşlatmaktadır. Özellikle havacılık ve savunma sanayi gibi yüksek hassasiyet gerektiren kritik sektörlerde, süreç değişkenliğinin en aza indirilmesi ve kalite kontrol yöntemlerinin standardize edilmesi, çözülmesi gereken temel zorluklar arasında yer almaktadır. Bugünkü durumda, eklemeli üretim teknolojileri için ISO/ASTM 52900-15 standardı (Additive Manufacturing – General Principles – Terminology) teknolojiye yönelik genel bir çerçeve sunmaktadır [9]. Tasarım, gereksinimler ve rehberlik sağlamak için ise ISO/ASTM 52910:2018 (Additive Manufacturing – Design – Requirements, Guidelines and Recommendations) kullanılmaktadır [10]. Metal eklemeli üretimde süreç kontrolü ve kalite gerekliliklerini ele alan AWS D20.1/D20M standardı (Specification for Fabrication of Metal Components Using Additive Manufacturing) ise metal malzemelerin kullanıldığı uygulamalarda yaygın olarak yararlanılan bir kaynaktır [11]. YEY teknolojisi özelinde, YEY süreçlerinin ayrıntılarına inen ve rehberlik eden ASTM F3187-16 (Standard Guide for Directed Energy Deposition of Metals) [12] ve tasarım odaklı gereklilikleri kapsayan ASTM F3413-19e1 (Guide for Additive Manufacturing – Design – Directed Energy Deposition) [13], bu alanda önemli katkılar sağlamaktadır. Ancak, YEY teknolojisinin endüstriyel ölçekte daha yaygın bir şekilde benimsenebilmesi için bu standartların yanı sıra daha kapsamlı ve süreçlere özel standartların da geliştirilmesi gerekmektedir. 5.3 Yapay Zekâ ve Süreç İzleme YEY sürecini gerçek zamanlı olarak izleyebilen ve kaydedebilen gelişmiş kamera, ısıl sensör ve ses dağılım ölçüm sistemleri geliştirilmektedir. Üretim sırasında elde edilen parçaların ısıl görüntüleri, hatalı ısıl bölgelerini belirlerken; ses dağılım ölçüm verileri, mikro-yapısal hataların oluşumunu erken aşamada algılamaya olanak tanımaktadır. Veri birleştirme teknikleri, farklı sensörlerden gelen bu bilgileri birleştirerek kapsamlı bir süreç izleme ve kalite kontrol işleyişi sunmaktadır. Böylece, üretim sırasında parçanın iç katmanlarında oluşabilecek hatalar anında saptanmakta ve kapalı döngü içerisinde üretim değişkenleri otomatik olarak yeniden ayarlanarak hataların giderilmesi sağlanmaktadır. Güncel araştırmalar, özellikle makina öğrenim algoritmalarının kullanılmasıyla yalnızca üretim kalitesinin artırılmasıyla kalınmayıp, aynı zamanda üretim sürelerinin kısaltılarak maliyetlerin azaltılmasını da hedeflemektedir. 5.4 Yenilikçi Malzeme Geliştirilmesi YEY teknolojisi ile üretim sırasında farklı malzemelerin bir arada kullanılması ve bu malzemelerin mikro-yapısının tasarıma uygun şekilde düzenlenmesi, malzeme mühendisliği alanında sınırların genişlemesine ve yeni malzemelerin geliştirilmesine olanak sağlamaktadır. Geleneksel yöntemlerin aksine YEY teknolojisi malzeme yapısının üretim sırasında dinamik olarak değiştirilmesini olanaklı kılarak, özel gereksinimlere uygun fonksiyonel ve hibrit malzemelerin üretilmesine olanak tanır. Bu yaklaşım, havacılık, uzay, enerji ve otomotiv gibi yüksek başarı gerektiren sektörlerde, devrim niteliğinde çözümler sunar. Bu malzemelere bazı örnekler şunlardır: • Fonksiyonel Geçişli Malzemeler (FGM), aynı parça içinde farklı alaşım veya malzeme özelliklerini kademeli olarak geçiş sağlayacak şekilde birleştirerek elde edilen yenilikçi malzemelerdir. Bu tür malzemeler mekanik dayanım, ısıl direnç ve korozyon dayanımı gibi özelliklerin farklı bölgelere göre en uygun duruma getirilmesini sağlar. Özellikle havacılık, uzay ve enerji sektörlerinde büyük ilgi gören FGM’ler, uçak motoru bileşenleri, roket nozulları ve türbin kanatları gibi yüksek başarım gerektiren uygulamalarda kullanılmaktadır. YEY teknolojisinin toz beslemeli türü, üretim sırasında sağladığı dinamik malzeme değişim esnekliğiyle FGM üretimi için ideal bir yöntemdir. Bu teknoloji, parçanın içindeki yapısal değişimleri, kontrollü ve kademeli bir şekilde oluşturarak, malzemenin başarımını ve dayanıklılığını artırmaktadır. • Yüksek Entropili (düzensiz nitelikli) Alaşımlar (HEA High Entropy Alloy), en az beş ana elementin (% at. 5 ve fazlası olacak şekilde) atomik ağırlıkça eşit veya yakın oranlarda birleştirilmesiyle oluşturulan ve geleneksel alaşımlardan çok daha karmaşık mikro-yapılar sunan malzemelerdir. YEY teknolojisi, HEA üretiminde malzeme yapısının hassas bir şekilde kontrol edilmesine olanak tanır. Bu sayede, HEA’ların üstün mekanik dayanım, yüksek sıcaklık başarımı ve korozyon direnci gibi özellikleri, havacılık ve enerji gibi zorlu çalışma koşulları gerektiren sektörler için benzersiz çözümler sunmaktadır. Ayrıca, YEY ile üretilen HEA’lar, süreç esnekliği nedeniyle, laboratuvar ölçeğinden endüstriyel ölçeğe kolayca taşınabilir. • Metal Matriksli Kompozitler (MMC Metal Matrix Composite), metal bir matris içinde dağıtılmış seramik, karbon veya diğer destekleyici malzemelerden oluşan ileri mühendislik malzemeleridir. Bu kompozitler hem metalin süneklik ve tokluğunu hem de matris içine katılan malzemelerin sertlik, aşınma ve ısıl dayanım özelliklerini birleştirerek melez başarım ağlar. YEY teknolojisi, MMC üretiminde kritik bir rol oynar; geleneksel yöntemlerle MMC üretmek zor, maliyetli ve genelde basit geometrilerle sınırlıdır. Özellikle toz karışımlarının doğru oranlarda beslenmesi ve hassas ısı kontrolü ile YEY teknolojisi, malzemenin mikro yapısını en uygun duruma getirmeye olanak sağlar. MMC’ler, uçak yapılarında, türbin bileşenlerinde ve yüksek başarım gerektiren otomotiv parçalarında yaygın olarak kullanılmaktadır. 5.5 Otomasyon ve Robotik Tabanlı YEY YEY teknolojisinde çok eksenli robotik kolların kullanımı parçaların farklı açılarda işlenmesini sağlayarak daha karmaşık geometrik yapıların üretilmesine olanak tanır. Örneğin, içi boş silindirik yapılar veya spiral formlar gibi geleneksel yöntemlerle zor üretilen parçalar kolayca üretilebilir. Gelişmiş robotik kontrol sistemleri malzeme yığma kafası, enerji odağı gibi bileşenlerin sürekli doğru pozisyonda kalmasını sağlayarak süreç hassasiyetini arttırır. Ayrıca mobil robot sistemlerinin YEY teknolojisinde kullanılması ile büyük ölçekli parçaların yerinde üretilmesi ya da onarılması sağlanır. İnsanın gereksinimini azaltacak sensör tabanlı kontrol sistemleri kullanan otomasyon süreçleri, YEY teknolojisi ile bütünleştirilerek üretim hataları azaltılırken süreç tekrarlanabilirliği de artırılmış olunur. 5.6 Sayısal İkiz Yaklaşımları Sayısal ikiz teknolojisi, fiziksel bir varlığın veya sürecin sanal ortamda dinamik bir temsilini oluşturarak, üretim süreçlerinin daha verimli, öngörülebilir ve en uygun duruma getirilebilir olmasını sağlayan bir yaklaşımdır. YEY teknolojisinde sayısal ikiz kullanımı, sisteme verilen enerji miktarı, malzeme besleme oranı, yığma kafası hızı gibi kritik değişkenlerin izlenmesi (Şekil 7 (a)) ve sanal bir model üzerine kaydedilerek parçanın sayısal kopyasının üretilmesini sağlar (Şekil 7 (b)). Bu yaklaşım süreç benzeşimi (simülasyonu), gerçek zamanlı izleme ve üretim sonrası irdeleme gibi amaçlarla kullanılarak, YEY teknolojisinin tasarım aşamasından üretim hattına, oradan da son ürün niteliğine kadar bütünleşik bir yapıya kavuşmasını sağlar.
Şekil 7. (a) YEY-WAAM Proses İzleme ve Kontrol Yazılımı, (b) YEY-WAAM Sayısal İkizleme (MetalWorm, Türkiye)
SONUÇ YEY teknolojisi, geleneksel üretim teknolojilerine oranla, sunduğu geometrik esneklik, malzeme tasarımındaki çeşitlilik ve otomasyonla uyumu yoluyla üretim dünyasında önemli bir yer edinmiştir. Bununla birlikte, süreç denetiminin tam anlamıyla sağlanamaması, mikro-yapı ve kalıntı gerilmelerin yönetimi, standartlaşmadaki eksiklikler gibi zorluklar, bu teknolojinin endüstriyel ölçekte benimsenmesinde hala çözülmesi gereken önemli engeller arasında yer almaktadır. Ancak, YEY teknolojisinin uzay, havacılık, otomotiv, enerji ve savunma gibi geniş bir yelpazede hızla artan uygulamaları, bu teknolojinin endüstriyel dönüşümdeki rolünü her geçen gün daha da pekiştirmektedir. 2025 yılı itibarıyla eklemeli üretimin küresel pazar büyüklüğünün 25 milyar dolara ulaşması beklenirken, YEY’in bu payda önemli bir yer alacağı öngörülmektedir. YEY teknolojisini, üretim sistemine sokmak isteyenlerin aşağıdaki konuları mutlaka göz önünde bulundurması gerekmektedir: • YEY teknolojisinde yüksek verim ve kaliteli üretim elde edebilmek için üretim değişkenlerinin titiz bir şekilde geliştirilmesi, • Malzeme seçiminde uygun malzeme tipinin belirlenmesi ve doğru boyut ve yapıda malzemelerin kullanılması, • Isıl işlem ve gerilim giderme gibi ek işlemlerin sürece katılması, • Süreç izleme ve yapay zekâ destekli irdeleme araçları ile üretimin doğrulanması, • Ulusal ve uluslararası standartların izlenmesi, • Alanında uzman ve yetkin personel ile çalışılması. Türkiye ve dünyada YEY ve diğer eklemeli üretim teknolojilerinin farkındalığı artmakta olup, sanayi kuruluşları ile üniversiteler ve araştırma merkezleri arasındaki iş birliklerinin bu süreci daha da hızlandırması beklenmektedir. Bilimsel yayınlar, ortak projeler ve yeni standartların oluşturulması, YEY teknolojisinin daha olgun bir üretim yöntemi haline gelmesine ve yaygınlaşmasına katkıda bulunacaktır. Gelecekte, yapay zekâ ile bütünleşmiş sayısal ikiz sistemleri, otonom üretim hatlarının temel bir bileşeni haline gelerek tümüyle insansız bir üretim ortamını sağlayabilir. Bu gelişmeler, YEY’in daha yüksek doğrulukta, maliyet etkin ve sürdürülebilir üretim süreçleri sağlamasını kolaylaştıracaktır. YEY teknolojisinin gelecekteki bu potansiyeli, endüstriyel dönüşümde öncü bir rol oynayacağını açıkça ortaya koymaktadır.
KAYNAKÇA 1. Yang, Nancy, et al. “Process-structure-property relationships for 316L stainless steel fabricated by additive manufacturing and its implication for component engineering.” Journal of Thermal Spray Technology 26 (2017): 610-6262. 2. Ribeiro, B. L., et al. “Microstructural analysis of Inconel 718 manufactured via direct energy deposition: response surface methodology for process parameters optimisation and post-heat treatment.” Progress in Additive Manufacturing (2024): 1-13. 3. Carroll, Beth E., Todd A. Palmer, and Allison M. Beese. “Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing.” Acta Materialia 87 (2015): 309-320. 4. Tong, Zhaopeng, et al. “Laser additive manufacturing of FeCrCoMnNi high-entropy alloy: Effect of heat treatment on microstructure, residual stress and mechanical property.” Journal of alloys and compounds 785 (2019): 1144-1159. 5. Melia, Michael A., et al. “Mechanical and corrosion properties of additively manufactured CoCrFeMnNi high entropy alloy.” Additive Manufacturing 29 (2019): 100833 6. Kas, Mustafa, et al. “Directed energy deposition of PH 13–8 Mo stainless steel: microstructure and mechanical property analysis.” The International Journal of Advanced Manufacturing Technology 132.1 (2024): 701-715. 7. Wang, Xian, et al. “Microstructure and mechanical properties of laser metal deposited AlSi10Mg alloys.” Materials Science and Technology 35.18 (2019): 2284-2293. 8. Lv, Fei, et al. “Mechanical properties of AlSi10Mg alloy fabricated by laser melting deposition and improvements via heat treatment.” Optik 179 (2019): 8-18. 9. ISO/ASTM. ISO/ASTM 52900-15: Additive Manufacturing – General Principles – Terminology. ISO/ASTM, 2015. 10. ISO/ASTM. ISO/ASTM 52910:2018: Additive Manufacturing – Design – Requirements, Guidelines and Recommendations. ISO/ASTM, 2018. 11. American Welding Society. AWS D20.1/D20M: Specification for Fabrication of Metal Components Using Additive Manufacturing. AWS, 2019. 12. ASTM International. ASTM F3187-16: Standard Guide for Directed Energy Deposition of Metals. ASTM International, 2016. 13. ASTM International. ASTM F3413-19e1: Guide for Additive Manufacturing – Design – Directed Energy Deposition. ASTM International, 2019.
Cem Web Ofset A.Ş. Alınteri Blv. No. 29 Ostim - Ankara Tel: +90 312 385 37 27
Basım Tarihi: 1 Kasım 2024
Baskı Sayısı: 15.000
TMMOB Makina Mühendisleri Odası yayın organı olan ve 1957 yılından itibaren yayımlanan (iki farklı isimle yayımlanmıştır.) Mühendis ve Makina dergisi, 2017 yılından itibaren Mühendis ve Makina Güncel ismiyle Makina Mühendisleri Odası üyelerine gönderilmektedir. Dergimizle ilgili detaylı bilgi almak için www.mmo.org.tr genel ağ adresinden yararlanabilirsiniz. Ayrıca telefon, faks veya e-posta yoluyla da bize ulaşabilirsiniz.