GİRİŞ Üretimin her alanında üretime yardımcı olarak kalıp, aparat, fikstür (özel tasarlanmış tutucu) gibi yapılar yoğun olarak kullanılmaktadır. Özellikle standart toleranslara uygun olarak seri ve hızlı üretim gereksinimi oluştuğunda, kalıplar vazgeçilmezdir. Bu nedenle kalıpçılık, önemli bir iş kolu olarak üretim sektörünün her alanında yer almaktadır. Kalıpların, özellikle parça üretiminde kullanıldığı göz önüne alındığında, kalıp tasarımlarının parça tasarımından daha karmaşık ve üretiminin parça üretiminden daha hassas olması nedeniyle kalıp maliyetleri yükselmektedir [1]. Özellikle tek seferlik işlevi olan kalıp, ya da aparatlar düşünüldüğünde maliyet etkin çözümlere olan gereksinim daha da artmaktadır. Bu nedenle kalıpçılık alanında seçenek olabilecek değişik üretim yöntemleri her zaman önem taşımıştır. Eklemeli üretim, tam olarak bu aşamada bir yöntem seçeneği olarak üretim sektörüne önemli katkılar sunmaktadır. Bu katkı, karşılıklı olarak da değerlendirilebilir. Kalıpçılıkta kullanımı giderek yaygınlaşan bir yöntem olan eklemeli üretim teknolojisi de malzeme, işlem ve sistem geliştirilmesi anlamında kalıpçılık sektörünün dinamiklerinden etkilenmektedir. Özellikle parça üretim adetlerinin az, çeşitliliğinin fazla olduğu havacılık, üst segment otomotiv sektörü, denizcilik sektörü gibi alanlarda, farklı eklemeli üretim yöntemleri ile kalıp üretimi giderek yaygınlaşmaktadır [2]. Metalik ve polimerik eklemeli üretim yöntemlerindeki sistemlerin son yıllarda giderek gelişmesi ve buna paralel olarak malzeme üreticilerinin yüksek dayanıklılık ve sıcaklık gereksinimlerini karşılayan ürünler ortaya çıkarması da, kullanımını yaygınlaştırmaktadır [3].
EKLEMELİ ÜRETİM Günümüz üretim yöntemleri arasında kırk yılı aşkın süredir kendine yer bulmaya çalışan bir teknoloji olan eklemeli üretim, geleneksel üretim yöntemlerinin aksine, ortaya çıkacak geometrinin kesitlerinin belirli bir yöntem ile üst üste eklenmesiyle, üç boyutlu cisim oluşturulabilen bir yöntemdir [4]. Bilinen üretim yöntemlerinde kullanılan makinalar genellikle malzeme eksiltme prensibine göre çalışmaktadır. Eklemeli üretim, katmanlardan bir bütünün elde edildiği bir yaklaşım olduğundan, bu kısıtlar ortadan kalkmakta ve daha karmaşık parçaların üretimine olanak sağlanmaktadır. Bu özelliği ile popüler hale gelen teknoloji, farklı sektörlerde çeşitli alanlarında kendine yer bulmuştur. 1980’li yıllarda eklemeli üretim ile ilgili önemli gelişmeler yaşanmıştır. SLA (Sterelitografi) teknolojisinin icat edilmesi, 3DSystems tarafından ilk patentli 3 boyutlu yazıcı üretimi, FDM (Fused Deposition Modelling) teknolojisinin STRATASYS tarafından sektöre sunulması ile ivme artmıştır. Bu şekilde teknolojinin türevleri üretilerek 2000’li yıllara gelinmiştir. 2001 yılında SLS (Selective Laser Sintering) teknolojisi, takip eden yıllarda ise EBM (Electron Beam Melting) teknolojileri sektöre girmiştir ve çeşitli alanlarda başarılı çalışmalar yürütülmüştür. 2010’lu yıllardan başlayarak, yüksek nitelikli kalifikasyon çalışmaları gerektiren uygulamaların sayısının ve çeşidinin artması, sektörde yaygınlaşmasına yol açmıştır. [5]. Havacılık ve Uzay gibi en üst çıtadaki sektörlerde başarılı uygulamaların sayısının ve çeşidinin artmasıyla birlikte hem teknolojiye güven artmış, hem de bu kapsamda çalışma yapan firma sayısı artış göstermiştir. Eklemeli üretim sektörü, makina, malzeme, yazılım ve servis sağlayıcılardan oluşmaktadır. Sektör çeşitliliği açısından değerlendirildiğinde; kuyumculuktan otomotive, yapay yiyecek üretiminden havacılık uygulamalarına kadar birçok farklı alanda yer bulmaktadır. Bunlarla birlikte enerji, eğitim, son tüketici ürünleri, elektronik ürünler, mimari yapılar ve inşaat alanında çok çeşitli uygulamalarda bu teknolojinin kullanımı yaygınlaşmaktadır. Bölgesel olarak Kuzey Amerika, Avrupa ve Asya Pasifik ülkelerinde yüzlerce firma bu sektörde faaliyet göstermektedir. Toz yataklı Füzyon (Powder Bed Fusion) sistemleri, toz/tel beslemeli sistemler (Direct Energy Deposition), foto polimerizasyon, bağlayıcı kullanarak malzeme birleştirme (binder jetting), malzeme ekstrüzyonu (kalıptan geçirerek şekillendirme) yöntemlerine dayanan, yaklaşık sekiz farklı teknolojik alanda kullanılmaktadır [6].
KALIPÇILIK VE EKLEMELİ ÜRETİM Kalıpçılık, karmaşık geometrilerin oluşturulmasında gereksinim duyulan üretimin önemli unsurlarındandır. Bu nedenle kalıplar, aparatlar ve fikstürler üretimin her alanında kullanılmaktadır. Kalıpçılıktaki ana amaç, seri üretim yaparken geometrik yapının standart olması ve üretimin sürdürülebilirliğini sağlamak olarak değerlendirilebilir. Geleneksel kalıp üretim süreçleri; döküm, dövme gibi stok malzemeden talaşlı üretim yöntemiyle yapılmaktadır. Teknolojideki baş döndüren gelişmeler ile birlikte daha karmaşık ve farklı işlevlerin bir arada kullanımını gerektiren ürünlerin üretimi söz konusu olduğundan, geleneksel kalıp üretim teknikleri günümüzün gereksinimleri karşısında yetersiz kalmakta ya da yüksek maliyetlere neden olmaktadır [7]. Bu noktada kalıp üreticileri de eklemeli üretime ilgi duymuş ve teknolojinin olanaklarını bu alanda kullanmaya başlayarak ve daha karmaşık kalıpları üretir duruma gelmiştir. Özellikle prototip parçaların üretiminde gerek duyulan, tasarım süreçlerinde birden çok iterasyon (deneme/tekrarlama/iyileştirme) yapılacağından, kalıbı bu yöntemle ekonomik yollarla üretebilmek maliyet etkin olarak değerlendirilebilir [8]. Benzer şekilde karmaşık geometrideki parçaların gerektirdiği tek sefer kullanımlık kalıplar da, daha ucuz malzemeler ile üretilebildiğinden, üretim teknolojilerine önemli bir katkı sunmaktadır. Bununla birlikte, kalıp yenilenmesi (revizyonları) ve tasarım değişiklikleri, eklemeli üretim yönteminin kullanılmasıyla, azalan üretim süreleri ile birlikte, düşük maliyet ile de üretime katkı sunmaktadır. Bu şekilde hızlı esnek çözümler geliştirilmiş olmaktadır. Eklemeli üretimin kalıpçılık uygulamaları genel olarak polimerik ve metalik eklemeli üretim teknolojileri ile yapılmaktadır. 3.1 Polimerik Eklemeli Üretim Polimerik eklemeli üretim yöntemleri arasında en yaygın olanlar FFF (Fused Filament Fabrication) olarak tanımlanan malzeme biriktirmeli ektrüzyon yöntemleri ve toz yataklı (PBF Powder Bed Fusion) polimer eklemeli üretim teknolojileridir. Bu teknolojileri reçine püskürtmeli sistemler izlemektedir. Polimer eklemeli üretimin kalıpçılıkta kullanımı, malzeme teknolojisindeki gelişim ile beraber artmıştır denebilir. FFF tarafında ilk olarak PLA (Poly Lactic Acid) ve ABS (Akrilonitril Bütadien Stiren) gibi malzemelerin dayanım değerlerinden ötürü kalıp malzemesi olarak kullanımı yaygın değilken, günümüzde bu malzemelerin dayanım değerlerinin çok ötesinde yeni malzemeler, eklemeli üretim teknolojisinde kullanılmaya uygun olarak geliştirilmiş ve böylece kalıpçılıkta kullanımı artmıştır. Özellikle yüksek sıcaklık ve korozyona dayanıklı malzemeler, kullanım alanını önemli ölçüde artırmıştır. Buna ek olarak özellikle havacılıkta kullanılan polimerik malzemelerin önemli gereksinimlerinden olan FST (Fire-Smoke-Toxicity) gereksinimini karşılayan malzemeler ile birlikte önemli gerçek parça uygulamaları da, hava araçlarında yer bulmuştur [9]. Toz polimer malzeme dünyasında ise geniş spektrumda malzeme bulunabilir. Maliyet etkin ve hassas yüzeyli parça üretimine uygun malzemeler (SINTERIT:PA12 Smooth gibi), esnek polimer malzemeler (SINTERIT:FLEXA soft/performance gibi) ile hassas yüzeyli kalıplar, günümüzdeki tezgâhlar ile bile üretilebilmektedir. Onlarca farklı firma, yüzlerce çeşit malzeme üretmiştir ve bu konudaki iyileştirme ve geliştirmeler sürmektedir. Bu dayanım özeliklerinin yanında polimer malzemelerinin yoğunluğunun da, metalik malzemelere kıyasla oldukça düşük olması (1-1.5 gr/cm3) kullanım kolaylığı açısından da üstünlük sunmaktadır.
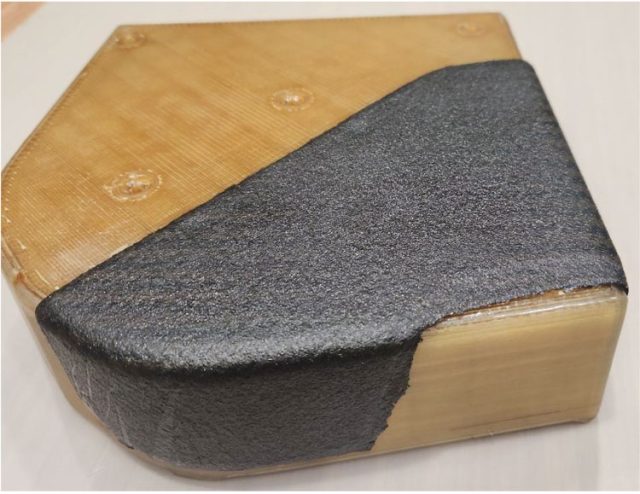
Şekil 1. Hidrolik Sıvı Basıncıyla, Eklemeli Üretim Yöntemiyle Üretilmiş Bir Erkek Kalıpta Şekillendirilen Sac Metal Parça. (TUSAŞ’ın izniyle)Şekil 2. PEI Malzemeyle Eklemeli Üretim Yoluyla Üretilmiş Kalıp ve Üzerinde Serim Yapılmış Karbon Fiber Kompozit Hava Aracı Parçası. (TUSAŞ’ın izniyle)
3.1.2 Polimer Kalıp/Aparat/Fikstür Örnekleri:
Sac metal parça üretiminde parçalara şekil vermek için presler ve kalıplar kullanılmaktadır. Bu preslerde genellikle dişi ve erkek kalıplar kullanılmaktadır. Dişi/erkek formunda çalışan kalıpların eklemeli üretim ile üretilip kullanılması, yüzey sürtünmesinden dolayı kalıp aşınmaları yüksek olduğu için dişi/erkek çalışan kalıpların polimer eklemeli üretim ile üretimi yaygın değildir. Bununla birlikte özellikle havacılıkta kullanılan özel pres tezgâhlar vardır. Bu preslerde kalıplar dişi ya da erkek formda üretilmektedir. Parçalar hidrolik sıvı basıncının bir kauçuk malzeme aracılığı ile parçaya iletilmesi ilkesine dayanmaktadır. Bu tür presleme işlemlerinde ise eklemeli üretim ile üretilmiş polimer malzemelerden yapılmış kalıplar kullanılabilmektedir. Bu tür kalıplarda 60-80 MPa basma gerilmesine dayanabilen polimer malzemeler ile kalıp üretimi yapıldığında, bu kalıplar sac metal parçaları şekillendirmede kullanılabilmektedir. Şekil 1’deki sac metal parçanın üretildiği tezgâh 72.000 tonluk bir basınç uygulayabilen bir tezgâhtır. Şekillenen parça AA2024-T4 kondisyonunda olan bir alüminyum malzemedir. Kalınlığı 1,27mm olan bu sac malzemenin, kalıp üzerindeki formunu tam aldığı görülmektedir.
Bir başka kullanım örneği, kompozit parça üretiminde kullanılan serme kalıplarının üretimidir. Bu alanda dünyada yaygın olmamakla birlikte kullanım örnekleri vardır. Kompozit parçalar, elle ya da robotik tezgâhlarda katmanlar halinde uçak parçasının geometrisine uygun olarak tasarlanıp üretilen kalıplar üzerinde gerçekleştirilmektedir. Bu kalıplar genellikle metalik malzemelerden ya da uçak parçasının kürlenme (sıcaklık ve basınç altında kimyasalın katılaşması süreci) sıcaklığında düşük genleşme davranışı sergileyecek kompozit malzemelerden üretilen kalıplarda gerçekleştirilmektedir. Geleneksel yöntemlerde bu kalıpların üretimi yüksek maliyetli ve uzun zaman aldığından, eklemeli üretim bu kapsamda iyi bir seçenek olarak ortaya çıkmaktadır. Bu kalıpların üretiminde, parça geometrisinden veya parça üretim ortamının gereksinimlerinden kaynaklı kısıtlar olmaktadır. Kompozit parça üretimleri, katmanlar kalıplar üzerine serim yapıldıktan sonra otoklav adı verilen yüksek sıcaklık ve basınç uygulayabilen fırınlarda gerçekleşmektedir. Bu sıcaklıklar 180-200 oC ve 7 Bar civarı bir basınçta ve yaklaşık 8 saatlik bir sürede gerçekleşmektedir. Dolayısı ile bu amaç ile kullanılacak kalıpların bu çevresel şartlara dayanabilmesi gerekmektedir. Şekil 2’de karbon fiber malzemelerden üretilmiş bir uçak parçası görülmektedir. Bu parçanın üretiminde kullanılan kalıp malzemesi PEI (Poly Etherimid) olup, Tg (Glass Transition; camsı geçiş sıcaklığı) olarak adlandırılan polimer kimya yapısının değiştiği sıcaklığın 217 oC olması, bu malzemeyi 180 oC’lik operasyon sıcaklığında kullanılabilir kılmaktadır.
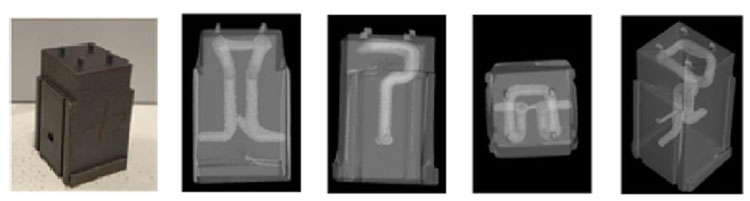
Şekil 3. Kompozit Parça Üretiminde Kullanılan, Tek Kullanımlık Kalıplar. (TUSAŞ’ın izniyle)
Tek seferlik kullanımı olan kalıp örnekleri de, eklemeli üretim yöntemiyle, maliyet etkin çözüm olarak kullanılabilmektedir. Karmaşık boru şeklindeki kompozit kalıpların geleneksel yöntemler ile üretilmesi sırasında kalıpların kırılarak parça elde edilmesi gerekiyorsa, eklemeli üretim, etkin bir seçenek olarak devreye girebilir. Şekil 3’de gösterilen boru şeklindeki parçaların geometrileri, içinden parça çıkarılamayacak yapıdadır. Geleneksel yöntemlerde bu tarz parçalar oldukça karmaşık ve masraflı kalıplar gerektirmektedir. Ancak eklemeli üretim malzemelerinin ekonomik olması ve o yöntemle hızlı üretim yapılabilmesi nedeniyle, parça adedi kadar kalıp üretilerek, karmaşık parçalar tek parça olarak üretilebilmektedir. Bu da tasarım özgürlüğü açısından tasarımcılara sunulan önemli bir kazançtır.
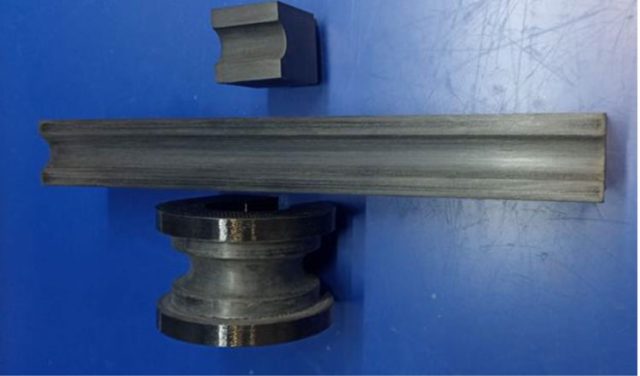
Bir başka örnek olarak boru büküm kalıpları verilebilir. Boru büküm tezgâhları prensip olarak farklı çap, uzunluk ve kalınlıktaki malzemelerin farklı açılarda, birden çok eksende bükümünün yapıldığı tezgâhlardır. Çok farklı çap ve kalınlık için karmaşık geometrili metalik büküm kalıp parçaların üretilmesi gerekmektedir [Şekil 4]. Şekil 5’te gösterilen kalıplar, zaman ve maliyet yönünden oldukça üstün olup, titanyum, nikel ve alüminyum boru parçalarını bükebilmektedir [10].
Polimer eklemeli üretim teknolojisi, kalıpçılık yanında, fikstür uygulamalarında da kullanılabilmektedir. Şekil 6’da sac metal malzemelerin kaynak ile birleştirildiği bir fikstür gösterilmektedir. Polimer eklemeli üretim tezgâhları ile bu tür fikstürler geleneksel yöntemlere kıyasla çok daha az parça ile hassas bir şekilde üretilerek parçaların kaynak edilmesi için kullanılabilmektedir.
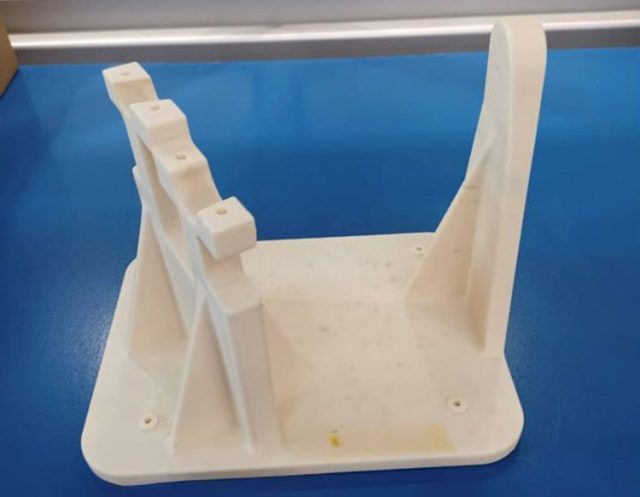
Form kontrol fikstürü olarak kullanılmasında da eklemeli üretim önemli bir üstünlük taşır. Özellikle sac metal parça üretimi sonrasında üretilen parçaların geometrik formlarının doğruluğunun kontrolünde ekonomik malzemeler kullanılarak, parçaların geometrik doğrulukları hızlı bir şekilde yapılabilmektedir. Şekil 7’de bir yüzey kontrol fikstürü görülmektedir. Bu tür fikstürlerle özellikle seri üretimde her parçanın hızlı kontrolü yapılabildiğinden, üstünlüğü olan bir yöntem olarak bu fikstürler kullanılabilmektedir.
Şekil 4. Boru Büküm Tezgâhı ve Kalıplar. (TUSAŞ’ın izniyle)Şekil 5. Tezgâhta Kullanılan Markforged Kalıp Bileşenleri. (TUSAŞ’ın izniyle)Şekil 6. Boru ve İnce Metal Parça Kaynak Fikstürü. (TUSAŞ’ın izniyle)
Montaj hatlarında parçaların hassas olarak yerleştirilmesini sağlayan ergonomik fikstürler de eklemeli üretim ile hassas ve hızlı şekilde üretilebilmektedir. Özellikle parçaların doğru konumlanmasını kolaylaştırması ve hafif olması nedeniyle kullanıcıya kolaylık sağlamaktadır.
Büyük ölçekli eklemeli üretim teknolojisi de özellikle kalıp ve fikstür üretimi konusunda yaygınlaşmaktadır. Bu tezgâhların özellikle hibrit olması hızlı üretim konusunda yenilikçi bir yöntem olarak değerlendirilmektedir. Katmanların oluşturulması için malzeme ekstrüzyon yönteminin kullanıldığı bu teknolojide, ekstrüzyon sistemleri robot kollarına takılmakta ya da köprülü tip 5 eksenli talaşlı üretim tezgâhlarına eklenebilmektedir. 50 – 200 kg/saat malzeme ekstrüzyon kapasiteli bu sistemlerde, kısa sürelerde çok yüksek oranlarda malzeme ergiterek eklemeli üretim yapılabilmektedir. Bu tür tezgâhlarda malzeme, kaba bir şekilde uygun geometride yığıldıktan sonra, tezgâhın talaşlı üretim yeteneğine bağlı olarak hassas bir şekilde işlenerek istenen geometri son haline getirilebilir. Bu tezgâhlarda genellikle granül şeklinde ham malzeme kullanılmaktadır. Yüksek sıcaklığa dayanıklı (180 oC) ve yüksek dayanıklılık gerektiren malzemelerin bu teknolojide kullanımının olması, sistemlerin kalıpçılıktaki kullanımını da yaygınlaştırmaktadır. Bu sayede ayrıca sac metal gerdirme kalıpları, talaşlı üretim fikstür kalıpları, kompozit serim takımları hassas şekilde üretilebilmektedir.
Şekil 7. Bükülmüş Boruların Biçim Kontrolünün Yapıldığı Bir Fikstür Örneği. (TUSAŞ’ın izniyle)Şekil 8. Montaj Fikstürlerinde Parçaları Doğru Konumlamaya Yarayan Dayama Parçaları. (TUSAŞ’ın izniyle)
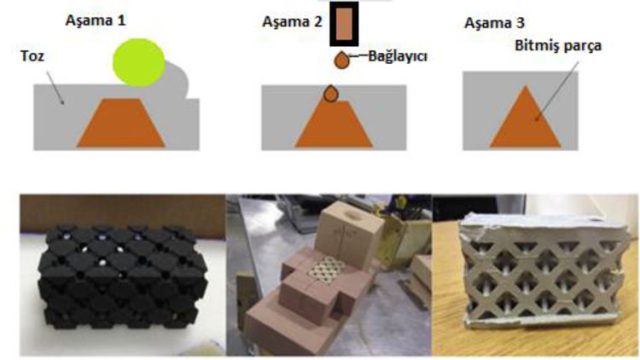
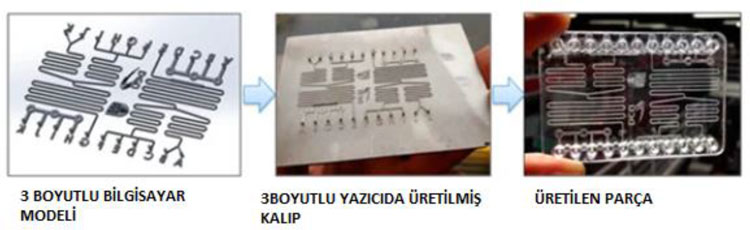
Kalıpçılıkta kullanılan bir diğer teknoloji de, bağlayıcı reçine kullanılan sistemlerdir. Özellikle döküm sektöründe, üretilecek parçadaki boşluğu yansıtan, maça denilen geometriler için geleneksel yöntemlerde mastar kalıplar yapılmaktadır. Ancak bu durum, üretimde zaman kaybı yaratan ve maliyet artıran bir etken olarak yer almaktadır. Bağlayıcı püskürtmeli eklemeli üretim teknolojilerinde ise, mastar kalıp gereksinimi ortadan kalktığından, üretim sürelerinde önemli ölçüde kazanç sağlanmaktadır. Şekil 10’da, bir çalışma sunulmaktadır. Bir kalıp kumu malzemesi, bağlayıcı (binder) malzeme ile katman katman birleştirilerek 3 boyutlu geometriler oluşturulmaktadır. Oluşturulan bu geometriler, döküm kalıplarına yerleştirilerek boşluk yapıların oluşturulmasını sağlamaktadır.
Şekil 9. PEI Malzemeden Üretilmiş Kompozit Parça Üretim Kalıbı ( 5,5mx2mx1,5m. Ağırlık 1,2 ton). (TUSAŞ’ın izniyle)Şekil 10. Bağlayıcı Püskürtmeli Eklemeli Üretimle Yapılmış Bir Maça Kalıbı [11]
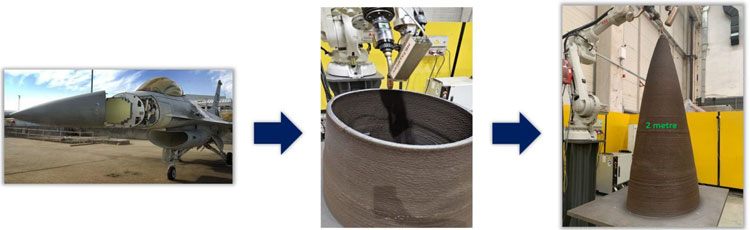
3.2 Metalik Eklemeli Üretim Metalik eklemeli üretim teknolojisi, geleneksel yöntemler ile üretilemeyecek karmaşıklıkta parçalar ve kalıpların üretimine olanak yaratmasıyla sektörde öne çıkmasının yanı sıra, kalıp üretim sektöründeki bazı alanlarda kullanımı da giderek yaygınlaşmaktadır. Bu çalışmada, biri yaygın, diğeri ise daha az rastlanan iki önemli örnek sunulmaktadır. 3.2.1 Metalik Eklemeli Üretim Kalıp Örnekleri Plastik enjeksiyon kalıpları, ergiyik durumdaki plastiğe şekil vermede kullanılmakta olan çok parçalı ve karmaşık kalıplardır. Enjeksiyon preslerinde kullanılan kalıplar, karşılıklı parçalardan oluşmakta ve bir kanaldan akan (yolluk) ergiyik plastik, tüm kalıp boşluğunu doldurarak parçalar üretilmektedir. Bu esnada kalıbın gövdesinin içinden geçen kanallar aracılığıyla da ergiyik sıcak plastik parçaların soğuyarak katılaşma süreleri de kısaltılmaktadır. Ancak geleneksel yöntemlerde bu kanallar yalnızca doğrusal delikler halinde açılabildiğinden özellikle karmaşık şekilli parçaların soğutulmasında ısıl dengesizlikler oluşmakta ve homojen soğuma gerçekleştirilememektedir [12, 13]. Eklemeli üretim ile kalıp bileşenlerinin gövdelerinin iç kısımlarına parça geometrisine daha uygun karmaşık kanallar açılabildiğinden, üretilebilen parça kalitesinde önemli artış elde edilebilmektedir. Metalik eklemeli üretimin kalıpçılıkta kullanıldığı özel alanlardan birisi de, polimerlerde olduğu gibi kompozit parça üretiminde kullanılan kalıpların üretimidir. Kompozit parça üretiminde yukarıda belirtildiği gibi metalik malzemelerde, geleneksel yöntemlerde, genleşme katsayısı düşük metal malzemeler kullanılmaktadır. Bunlardan en yaygın olanı FeNi36 alaşımından oluşan ticari adı INVAR36 olarak bilinen malzemedir. Özellikle üretim sayısının fazla olduğu (>200) durumlarda bu malzeme ile kalıp üretimi yeğlenir. Ancak bu malzemenin stok ölçüleri genellikle 35-40 mm. ile sınırlı olması, çoğu parçanın geometrik olarak üretiminde bir kısıt olarak ortaya çıkmaktadır. Bu stok malzemeden kalıp üretileceği zaman, stok malzemenin ön büküm işlemlerine gerek duyulmaktadır. Ön bükümü yapılan stok parçalar daha sonra kaynakla birleştirilmekte, elde edilen ara formun tezgâhta işlenmesi ile kalıplar üretilmektedir. [Şekil 13]. Satın alınabilen stok kalınlığının düşük olması, kalıp üretiminin çok parçalı olmasını zorunlu kılmasından ötürü, birçok ara üretim ile karşılaşılmaktadır. Bu da bu tür kalıpların üretim sürelerinin ve maliyetlerinin çok yüksek düzeye çıkması anlamına gelmektedir. Eklemeli üretim teknolojilerinden biri olan DED (Direct Energy Deposition) / (yönlendirilmiş enerji yığma) yöntemi, bu konuda çözüm olarak sunulmaktadır. DED yönteminde ham malzeme olarak tel kullanılmaktadır. Tel olarak FeNi36 malzemesi de kullanılabildiğinden ve bir tabla üzerine malzeme yığma yöntemiyle katman katman üretim yapılarak hem malzeme hem de geometrik kısıtları ortadan kaldırdığı için, bilinen yöntem ile üretilebilen geometrilerin çok ötesinde parçalar üretilebilmektedir. Şekil 14’de bir hava aracının burun konisinin üretim kalıbı görülmektedir.
Şekil 11. Karmaşık Soğutma Kanallarının Açıldığı SLM Yöntemiyle Üretilmiş Bir Plastik Enjeksiyon Kalıbının Bilgisayarlı Tomografi Görüntüleri [13]Şekil 12. Üzerine Karmaşık Kanallar Açılmış, Polimerik Parça Üretiminde Kullanılan Metalik Kalıpta Parça Üretimi Süreç Akışı [15]Şekil 13. Geleneksel Yöntemlerle INVAR Kalıp Üretim Örnekleri [16]Şekil 14. Hava Aracı Radom Parçasının Üretimi İçin DED İle Kalıp Üretimi. (Metalworm -Tusaş ortak çalışması)
SONUÇ Eklemeli üretim teknolojisi, son yıllarda önem kazanan yenilikçi üretim yöntemlerinden biri olmuştur. Geleneksel talaşlı üretim ve döküm tekniklerine kıyasla, tasarım özgürlüğü, prototip oluşturma süreçlerinin hızlanması ve malzeme tasarrufu gibi çeşitli üstünlükleri vardır. Eklemeli üretimin daha çok yaygınlaşması için yönetmelik ve standartlara uygun ve uyumlu şekilde sürdürülebilir bir teknolojik yetkinlik düzeyi gerekmektedir. Farklı sektörlerin parça gereksinimleri farklı yönetmelik ve standartlara göre belirlendiğinden, savunma, havacılık, otomotiv gibi öncü sektörlerde belirli düzeylerde kalsa da genel makina üretiminde kullanımı artık yaygınlaşmıştır. Kalıpçılık sektörü de, eklemeli üretimin sunduğu bu olanaklardan yararlanarak, geleneksel süreçlerin ötesinde önemli bir gelişim yaşamakta ve dönüşüm geçirmekte ve bu kapsamda diğer sektörlerden ayrışmaktadır. Kalıpçılık alanı, üretime yardımcı donanım sınıfında olduğundan, standart, yönetmelik ve sertifikasyon süreçlerine bağlı değildir. Bu nedenle, eklemeli üretim teknolojisinin özellikle kalıpçılık alanında kullanımında yaşanan kısıtlar daha çok malzeme, makina ve sistemlerdeki maliyet etkin çözümlere bağlıdır. Geleceğe bakıldığında, özellikle melez (hibrit) üretim süreçlerinin yaygınlaşması, eklemeli ve talaşlı üretim yöntemlerinin bir arada kullanılmasını sağlayarak çok daha verimli çözümler sunabilecektir.
KAYNAKÇA 1. Rosochowski, A., & Matuszak, A. (2000). Rapid tooling: the state of the art. Journal of materials processing technology, 106(1-3), 191-198. 2. Leal, R., Barreiros, F. M., Alves, L., Romeiro, F., Vasco, J. C., Santos, M., & Marto, C. (2017). Additive manufacturing tooling for the automotive industry. The International Journal of Advanced Manufacturing Technology, 92, 1671-1676. 3. Najmon, J. C., Raeisi, S., & Tovar, A. (2019). Review of additive manufacturing technologies and applications in the aerospace industry. Additive manufacturing for the aerospace industry, 7-31. 4. Zhai, X., Jin, L., & Jiang, J. (2022). A survey of additive manufacturing reviews. Materials Science in Additive Manufacturing, 1(4), 21. 5. Bourell, D. L. (2016). Perspectives on additive manufacturing. Annual Review of Materials Research, 46(1), 1-18. 6. Buonafede, F., Felice, G., Lamperti, F., & Piscitello, L. (2018). Additive manufacturing and global value chains: an empirical investigation at the country level. In International Business in the Information and Digital Age (pp. 295-323). Emerald Publishing Limited. 7. Pereira, T., Kennedy, J. V., & Potgieter, J. (2019). A comparison of traditional manufacturing vs additive manufacturing, the best method for the job. Procedia Manufacturing, 30, 11-18. 8. Kruth, J. P., Leu, M. C., & Nakagawa, T. (1998). Progress in additive manufacturing and rapid prototyping. Cirp Annals, 47(2), 525-540. 9. Mouritz, A. P. (2009). Review of smoke toxicity of fiber-polymer composites used in aircraft. Journal of aircraft, 46(3), 737-745. 10. Kaleem, M. A., Steinheimer, R., Frohn-Sörensen, P., Gabsa, S., & Engel, B. (2024). Additive manufacturing of polymeric pressure die for rotary draw bending process. The International Journal of Advanced Manufacturing Technology, 134(3), 1789-1804. 11. Snelling, D. A., Williams, C. B., & Druschitz, A. P. (2019). Mechanical and material properties of castings produced via 3D printed molds. Additive Manufacturing, 27, 199-207. 12. Altaf, K., Qayyum, J. A., Rani, A. M. A., Ahmad, F., Megat-Yusoff, P. S., Baharom, M., … & German, R. M. (2018). Performance analysis of enhanced 3D printed polymer molds for metal injection molding process. Metals, 8(6), 433. 13. Dizon, J. R. C., Valino, A. D., Souza, L. R., Espera Jr, A. H., Chen, Q., & Advincula, R. C. (2019). Three-dimensional-printed molds and materials for injection molding and rapid tooling applications. MRS Communications, 9(4), 1267-1283. 14. Zhang, N., Liu, J., Zhang, H., Kent, N. J., Diamond, D., & D. Gilchrist, M. (2019). 3D printing of metallic microstructured mould using selective laser melting for injection moulding of plastic microfluidic devices. Micromachines, 10(9), 595. 16. Fei, Y., & Ahrens, T. J. (1995). Thermal expansion. Mineral physics and crystallography: a handbook of physical constants, 2, 29-44.
Cem Web Ofset A.Ş. Alınteri Blv. No. 29 Ostim - Ankara Tel: +90 312 385 37 27
Basım Tarihi: 1 Kasım 2024
Baskı Sayısı: 15.000
TMMOB Makina Mühendisleri Odası yayın organı olan ve 1957 yılından itibaren yayımlanan (iki farklı isimle yayımlanmıştır.) Mühendis ve Makina dergisi, 2017 yılından itibaren Mühendis ve Makina Güncel ismiyle Makina Mühendisleri Odası üyelerine gönderilmektedir. Dergimizle ilgili detaylı bilgi almak için www.mmo.org.tr genel ağ adresinden yararlanabilirsiniz. Ayrıca telefon, faks veya e-posta yoluyla da bize ulaşabilirsiniz.