Bu çalışmada, genel bir örnek olarak değerlendirilebilecek bir işletmenin simülasyonu (benzeşiği) kurulmuş, üretim hattı modellenmiş ve rassal (rasgele) veriler kullanılarak canlandırılması yapılmıştır. Aynı zamanda bu işletmenin bir teknoloji yatırımı sonrasında üretim hattında oluşabilecek bir süreç iyileştirmesinin senaryosu kurularak, elde edilecek kâr hesaplaması yapılmıştır.
2. NEDİR BÜYÜK VERİ (BİG DATA) NEDİR?
“Büyük Veri” terimi ilk olarak 1990’ların ortalarında bilimsel toplantılarda ortaya çıkmış, 2008 yılından sonra yavaş yavaş popüler hale gelmiş yayılmış ve 2010 yılında büyük ölçüde tanınmaya başlanmıştır.[1] Almanların kullanmaya başladığı Endüstri 4.0 kavramı içerisinde yer alarak günümüzde daha da kadar yaygınlaşmıştır.
Ham bilgiye veri denir. Örneğin “üç kişilik iş” cümlesi bir bilgidir. Cümledeki üç kelimesi tek başına anlamlandırılmamış bir bilgidir (kişi kelimesi ile bir nitelik ve nicelik belirttiği için iki kelime bir bilgi olmaktadır) ve veri anlamına gelir. Sosyal medya düşünüldüğünde, her saniyede, bireysel, kurumsal, kültürel, ve benzeri içerikli birçok veri paylaşılmaktadır. Baş döndürücü bir hızla, sürekli büyüyen ve genişleyen bu veriler, Büyük Veri‘yi oluşturur. Büyük Veri; 5V olarak adlandırılan ve İngilizce V ile başlayan beş kelimenin oluşturduğu aşağıdaki beş bileşenden oluşmaktadır [2].
Volume (Büyüklük) (1V)
Variety (Çeşitlilik) (2V)
Velocity (Hız) (3V)
Value (Değer) (4V)
Veracity (Doğruluk) (5V)
3. SAYISAL İKİZ (DIGITAL TWIN) NEDİR?
Sayısal İkiz, bir bilgisayar ve elektronik teknolojisidir. Büyük Veri gibi, Almanların kullanmaya başladığı Endüstri 4.0 kavramı içerisinde yer almış ve giderek yaygınlaşmıştır. Sayısal İkiz kavramı, bilgisayar teknolojilerinin kullanıldığı benzetim (simülasyon) uygulamalarında kullanılmıştır. Benzetim, sistemi temsil edebilecek bir model oluşturma işlemi olup, sistemin çıktılarına ilişkin bilgi toplamak için kullanılır [3]. Sayısal İkiz teknolojisinde ise sensör yardımı ile gerçek dünyadaki nesneden veriler alınarak, bilgisayar ortamındaki nesneye aktarılır ve anlık bir özet tablo, bir video gösterimi gibi canlandırmaya yansıtılır. Bu canlandırma, izlenerek karar vermeyi kolaylaştıran bir teknolojidir. En bilinen kullanım alanlarından birisi; futbol karşılaştırmalarında hakem kararını belirlemede kullanılan VAR teknolojisi olarak verilebilir. Buna benzer şekilde, bir atölyedeki üretim hattının sayısal ikizini kurarak, bir makinanın veya işçinin, çalıştığı süre, bekleme süresi, ürettiği ürün adedi gibi verileri anlık olarak izlemeyi sağlayan bir mühendislik çalışması yapılabilir. Bu uygulama, malzemenin bittiğini ve yenisinin yerine getirilmesi gerektiğini hızlıca görmeyi ve yönlendirme yapılmasını sağlayarak, verimliliği artırabilecektir.
4. İŞLETME YÖNETİMİ
İşletme; kişi veya kurumların gereksinimlerini karşılamak üzere, üretim etkenlerini bir araya getirerek mal ve hizmet üreten/pazarlayan ve sonunda maddi ve manevi bir kazanç elde etmeyi amaçlayan ekonomik, teknik ve hukuki birimlerdir [4].
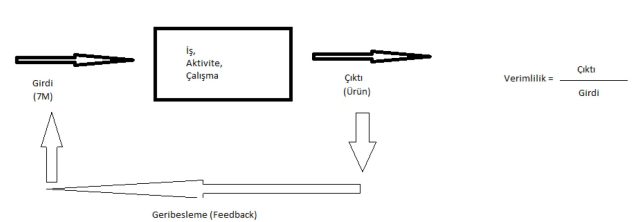
Şekil 1. Yalın Üretim
Ekonomi bilimine göre gereksinimler sonsuz olarak kabul edildiğinden, işletmelerin üretim/pazarlama çalışmalarının sürekli olması gerekir. İşletmeler işi yaparken, kuruluşu kâr ettirmek veya kârını artırmak ve işletmenin sürekliliğinin sağlanması amaçlarını gözetmelidirler [5].
İşletmeler eğer bu amaçları gözetmezlerse hayatta kalamazlar ve iflas edip kapanırlar.
5. YALIN ÜRETİM
Mühendislik bir bakıma, bir birim ölçekle yapılan işi, daha küçük birim ölçekle yapma sanatıdır. Başka bir deyişle x birim çıktı elde etmek için kullanılan y birim girdi yerine, daha küçük birimde örneğin z gibi (z<y olmak şartı ile) girdiden aynı x birim çıktıyı elde etme sanatıdır. Mühendislikteki bu kıyaslama, ölçme ve hesaplama tekniği, verimlilik adını alır.
Örnek olarak; iki işçi ile yapılan bir işi bir işçi ile daha düşük maliyete yapmak veya bir işçi ile yapılan bir işi iki işçi ile daha kısa sürede yapmak verilebilir.
Soru: Bir işçi bir işi 2 günde yapıyor. İkinci bir işçi aynı işi 4 günde yapıyor. İkisi birlikte çalışarak ne kadar sürede yapar?
Yanıt: (1/2+1/4).x=1
((2+1)/4).x=1
3.x=4
x=4/3=1,33 günde yapar. (iki işçi birlikte çalışarak)
Soruda verilen iş, bir işçi ile 2 günde yapılabilirken, iki işçi ile 1,33 günde, yani, daha kısa sürede yapılabilmektedir. Bu bir verimlilik hesaplamasıdır.
Böyle bir hesaplamada verimlilik hesaplaması işçi için konu olabileceği gibi, makina, malzeme, para, yönetim, enerji, bilgi için de olabilir. Bunlar bir sistemin kasları gibi düşünülür ve 7M olarak kısaca adlandırılır: Man – İşçi (1M)
Machine – Makina (2M)
Material – Malzeme (3M)
Money – Para (4M)
Management – Yönetim (5M)
Energy – Enerji (İstisna) (6M)
Mind – Bilgi (7M)
Başka bir örnekle verelim:
3 cm çapında dairesel bir ürün düşünelim. Bu ürünü 4×4 cm ölçülerinde bir levhadan üretebiliriz. Ancak 7×4 cm boyutlarında bir levhadan iki adet üretmek de olasıdır. İki seçenek arasından ikinciyi kullanmak daha avantajlıdır. Çünkü eğer birinci levha tercih edilirse 4×4=16 cm2 birinci ürün için ve 4×4=16 cm2 ikinci ürün için olmak üzere toplamda 16 + 16= 32 cm2 levha, ikinci levha kullanımında ise 7×4=28 cm2 levha kullanılacaktır ve 32 cm2 kullanmak yerine 28 cm2 levha kullanılarak malzemeden tasarruf edilmiş olur. Bu da bir verimlilik hesaplamasıdır.
Başka bir örnek daha:
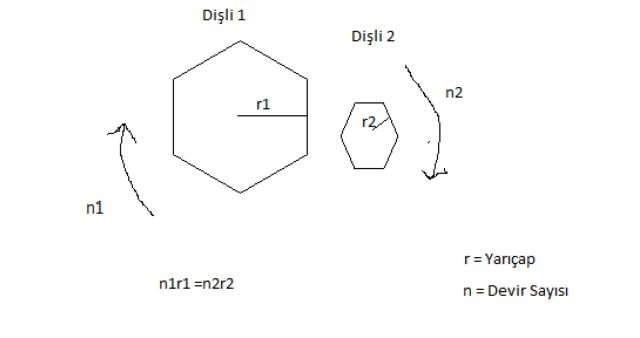
Bir makinanın bir saatte 500 adet ürün ürettiğini düşünelim. Aynı iş, motor, dişli, mil gibi parçalar kullanarak, daha az güç harcayarak yapan bir makina ile de yapılabilir. Makina tasarımı aşamasında makinanın dişli kutusunda yapılacak tasarımlarla, örneğin r1 çapında ve r2 çapında dişli, rulman tasarımı ile motorun hareketinden alınan kuvveti yönlendirmek, şiddetini çoğaltmak-azaltmak ve makinanın devir hızı değiştirilebilir. Bu yolla aynı güçle daha fazla iş yaparak birim iş başına harcanan güçten tasarruf sağlanabilir. Bu da bir verimlilik hesaplamasıdır.
Şekil 2. Dişli çarkları, Yarıçap-Devir Sayısı Hesabı
Elektrikli motorlarda stator ve rotordaki devir sayıları birbirine eşit olmaz. Örneğin statorda elektromanyetik alan 50 kez dönerken, rotor da daha az dönüş yapar. Bu olaya kayma (slip) denir ve s ile gösterilir. Eşitliği aşağıda verilmiştir;
s = ns – nr
Yüzde olarak hesaplanmak istenirse;
% s = ((ns – nr) / ns) x 100
Buradan % s kayma oranından motorun verimi hesaplanabilir.
Motorun Verimi = % 100 – % s = (100 – s) / 100
En uygun şartlarda motorun verimi %100 (1) kabul edilirse;
Verimlilik = Çıktı / Girdi = 1
Çıktı = Girdi olur.
Buradan,
Yapılan İş = Harcanan Enerji = Güç = V = I.R (a)
Yapılan İş = Harcanan Enerji = Güç = F.x (b)
I.R=F.x (a) = (b)
Yaylı bir mekanik sistem için;
Çıktı = Girdi
F1.x1=F2.x2
F.x = k.N
Buradan;
Kuvvet (F) = Sürtünme Kuvveti (N)
F.x=k.N
ve
x=V.t alınırsa;
k.F.x = k.V.t olur.
Ve
Güç = I.R alınarak
k.V.t = I.R olur. (a) = (b)
Laplace dönüşümü uygulanırsa;
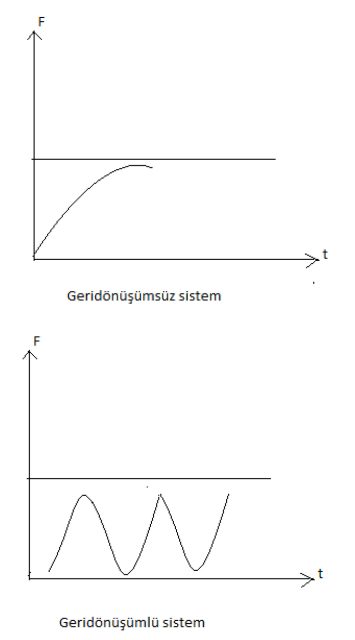
Transfer Fonksiyonu = F(t) = k.V.t = k.dV(t).dt = R.dI(t).dt
Fonksiyonun (Denklemin) kökleri bulunup grafiği çizilirse sistemin davranışı aşağıdaki gibi izlenebilir;
Örnek olarak, bir atölyede bir ürünü elde etmek için, kiloyla satın aldığımız plastik ham maddesi kullandığımızı düşünelim. Günlük üretim için gereken ham maddeyi her gün tekrarlı olarak almak yerine, uygun bir depo sahası yapıp bir hafta yetecek malzeme alınırsa, taşıma gideri düşecektir. Bu da, bir verimlilik uygulamasıdır. Benzer şekilde enerji ve bilgi tasarrufları ile de, bir iş daha verimli olarak yapılabilir.
Verimlilik hesaplamaları yalnız bir kez düşünülüp bir kez uygulanacak bir işlem değildir. Sistemin çalışma süresince uygulanabilir. Bu verimlilik çalışmasına Japonlar KAİZEN (Sürekli İyileştirme) adı verirler. Yalın Yönetim ya da Yalın Üretimde, kısaca budur. Yalın Üretim çalışmasında tasarruf sağlamak için, gereksiz savurganlıkları ortadan kaldırma mantığı, bilim adamları tarafından incelenmiş ve yok edilmesi gereken 7 temel savurganlık kaynağı aşağıdaki gibi özetlenmiştir;
Hatalı Üretim (1)
Fazla Üretim (2)
Fazla Stok (3)
Beklemeler (4)
Gereksiz İşler (5)
Gereksiz Taşımalar (6)
Gereksiz Hareketler (7)
5.1 Yalın Üretim Teknikleri
Bir Yalın Üretim uygulamasına başlarken sistemin darboğazlarından (kördüğümlerinden) yola çıkılması etkili olacaktır. En çok satan kitaplar listesinde yer alan Goldratt’ın Amaç (The Goal) isimli kitabında [6], yöneticilere ve özellikle de Endüstri Mühendislerine röportaj ve olaylarla iletmeye çalıştığı uygulama yöntemi aşağıdaki gibi özetlenebilir.
Sistemin darboğazlarını (kördüğümlerini) saptama
Darboğazdaki tıkanmalardan oluşan sistemin zararlarını ve kayıplarını veriler toplayarak hesaplama ve ortaya çıkartma.
Tıkanmaları ortadan kaldırarak (gereksiz işlem ve harcamaları yok ederek) sistemin doğru işlemesini sağlama.
Akışların sağlanması sonrası verimlilik hesapları yapma ve verilere dayanarak yeni durum ile tıkanma öncesi durumu karşılaştırıp kazançları ortaya çıkartma.
Yapılan verimlilik hesaplamaları ve elde edilen kazançlarla ile ilgili grafik, tablo, şekil ve benzeri belgeleri içeren bir sunum hazırlama ve üst yönetime sunma.
Yapılan çalışmayı ayrıntılı olarak raporlama ve dosyalama. Sistemin akışlarının kesilmeden çalışması için kurallar üretmeye çalışma.
Bu yöntem uygulanarak başlanan bir Yalın Üretim çalışmasında aşağıdaki tekniklerden yararlanmak sıklıkla her işletmenin karşılaştığı bir durumdur. Bunlar; Yalın Üretimin ve Toplam Kalite Yönetiminin ayrılmaz birer parçalarıdır.
5S Bir çalışma alanının verimlilik ve etkinlik için nasıl düzenleneceğini açıklayan beş Japonca kelimeden oluşan işyeri düzenleme yöntemi: Seiri (Sırala, gereksiz öğeleri kaldır), Seiton (Düzenle), Seiso (Temizle ve temiz tut), Seiketsu (Standartlaştır) ve Shitsuke (Doğru yöntemleri sürdür).
KAİZEN (Sürekli İyileştirme)
Altı Sigma (Six Sigma). Kusurların nedenlerini belirleyip ortadan kaldırarak ve üretim ve iş süreçlerindeki değişkenliği en aza indirerek süreç çıktılarını iyileştirmeyi amaçlar.
SPC (Statistical Process Control – İstatistiksel İşlem Denetimi)
MSA (Measurement Systems Analysis – Ölçüm Sistemleri İrdelemesi)
JIT (Just-In-Time – Tam Zamanında) Ne eksik, ne fazla. Yeterli malzeme zamanında hazır bulundurulur.
Toplam Üretken Bakım (TPM – Total Productive Maintenance). Ekipmanların en yüksek verimlilikle çalışmasını sağlamak için kullanılan kapsamlı bir bakım yaklaşımı.
Toplam Ekipman Etkinliği (OEE – Overall Equipment Effectiveness). Üretim sürecinin verimliliğini ölçmek için kullanılan, kayıpları belirlemeye ve azaltmaya yönelik bir araçtır.
SMED (Single-Minute Exchange of Dies – Hızlı Model Değişimi)
POKE-YOKE (Error Proofing – Hata Engelleme). Japonca bir terim. Bir ekipman operatörünün hatalardan (poka) ve kusurlardan (yokeru) kaçınmasına yardımcı olan, yalın üretim sürecindeki herhangi bir işlemi tanımlar.
JİDOKA (Autonomation – Hata Yakalama) (Otonomasyon): “İnsan dokunuşlu otomasyon” olarak da bilinen Japonca bir terim. Herhangi bir üretim sorununun işaretlenip düzeltilmesini sağlayan, kalite kontrol sürecini tanımlar (Hatayı sapta, Dur, Hemen düzelt, Kök nedenini araştırıp karşı önlem al).
ANDON (Error Warning – Hata Uyarma) Bir çalışan tarafından elle veya makina tarafından otomatik olarak, yönetimi, bakımı ve diğer çalışanları bir nitelik veya üretim sorunu hakkında bilgilendirmek için kullanılan bir hata önleme sistemi.
FMEA (Failure Modes and Effects Analysis – Hata Türleri Etki İrdelemesi)
Tahribatlı ve Tahribatsız Kontrol
Hat Dengeleme
KANBAN (Pull System – İtme-Çekme Sistemi) Neyin, ne zaman ve ne kadar üretileceğini belirlemeye yardımcı olan ve teslimat sürekliliği sağlayan bir envanter planlama sistemi.
8D Problem Çözme (Eight Disciplines Problem Solving) Bu, bir sorunun temel nedenini bulmak, önce kısa vadeli, sonra uzun vadeli bir çözüm uygulamak üzere tasarlanmış bir sorun çözme yöntemi. Şu aşamaları vardır: Ekibi Kurma, Sorunu Tanımlama, Geçici Hızlı Çözüm Geliştirme, Kök Nedenleri Tanımlama, Kalıcı Düzeltmeleri Belirleme, Düzeltici Eylemleri Uygulama, Tekrarı Önleme, Ekibi Tebrik Etme.
Değer Akış Haritalama
APQP (İleri Ürün Kalite Planlama) – ve buna benzer başka yöntemler.
5.2 İş Etüdü ( İş Ön Çalışması)
İş Etüdü; Yalın Üretim Tekniklerindeki savurganlık ve yanlış uygulamaları ortadan kaldırmak amacıyla, işleri küçük işlemlere bölerek irdeleyip, iş yükünü azaltma ve fiziksel zorlanmaları ortadan kaldırma yöntemlerini kapsar.
Yalın Üretim Teknikleri olarak yukarıda sıraladığımız tekniklerin hepsinden İş Etütlerinde de yararlanmak olasıdır. Ancak etken olmayan sürelerin azaltılması, ergonomik ürün tasarımı, ergonomik üretim yöntemi tasarımı, ergonomik donanım tasarımı, iş ve işçi rotasyonu, iş zenginleştirme, iş genişletme, işlerin başka şekilde atanması, çalışanların aşırı güç harcamasını engelleme, çalışanların aşırı titreşim, gürültü, ses gibi zararlı ve tehlikeli etkenlerden uzak kalmasını sağlama, aydınlatma, ısınma, soğutma gibi fiziksel önlemler gibi özel yaklaşım ve teknikleri de içerebilir. İş Etüdü, Yöntem ve Zaman Ön Çalışması olarak iki kısımdan oluşur. İstasyon, işlem, işlem süresi, iş akışı, çevrim süresi, kronometre, iş örneklemesi, iş ölçümü gibi kavramlar İş Etüdünün temel kavramlarıdır.
Yöntem Ön Çalışması: Daha kolay ve daha etken yöntemlerin geliştirilmesi, uygulanması ve maliyetlerin düşürülmesi amacıyla, bir işin yapılışındaki uygulanan ve önerilen yolların dizgisel (sistematik) olarak kaydedilmesi ve eleştirilerek incelenmesidir [7]. Zaman Ön Çalışması: Belirli koşullar altında yapılan belli bir işin öğelerinin zamanını ve derecesini kaydedip, bu yolla toplanan verileri çözümleyerek, o işin tanımlanan bir çalışma hızında (performansta) yapılabilmesi için gereken zamanı saptamakta kullanılan bir ölçme tekniğidir [8].
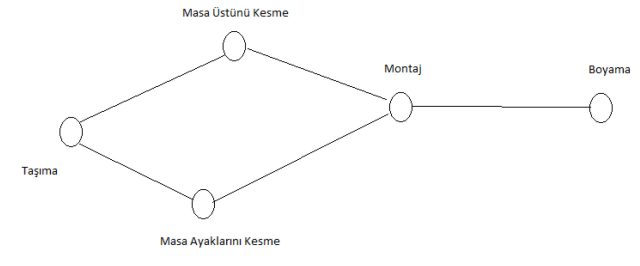
Şekil 5. Masa Üretimi İşlem Akış Şeması
İş Etüdü yöntemi ile üretimi yapılacak bir ürün projesi için üzerinde çalışılarak iş akışı çıkarılmış bir örnek uygulama aşağıdaki gibidir.
Örneğimiz sarı, kırmızı ve yeşil renklerde yapılan üç adet masa için iş akış şemasıdır. Bu üç masa için atölyede yapılan gözlemlerle elde edilen 10 adetlik gözlemlerle her bir makinadaki işlem süreleri aşağıdaki gibidir.
Makinalar
Forklift
Makas 1
Makas 2
Maktap
Boya Tabancası
Gözlemler
Gözlem 1
1,22 Dak.
0,32 Dak.
1,29 Dak.
0,04 Dak.
1,57 Dak.
Gözlem 2
0,37 Dak.
0,50 Dak.
1,17 Dak.
0,15 Dak.
0,56 Dak.
Gözlem 3
1,06 Dak.
1,57 Dak.
1,12 Dak.
1,05 Dak.
0,47 Dak.
Gözlem 4
0,17 Dak.
0,36 Dak.
1,03 Dak.
1,25 Dak.
1,08 Dak.
Gözlem 5
0,51 Dak.
0,37 Dak
0,55 Dak.
0,22 Dak.
1,24 Dak.
Gözlem 6
1,58 Dak.
0,33 Dak.
1,19 Dak.
0,16 Dak.
1,28 Dak.
Gözlem 7
0,52 Dak.
0,27 Dak.
0,34 Dak.
0,56 Dak.
1,18 Dak.
Gözlem 8
0,21 Dak.
0,24 Dak.
1,15 Dak.
0,11 Dak.
0,52 Dak.
Gözlem 9
0,19 Dak.
1,51 Dak.
1,02 Dak.
1,10 Dak.
0,36 Dak.
Gözlem 10
0,35 Dak.
0,34 Dak.
0,15 Dak.
1,09 Dak.
0,44 Dak.
Sarı Renkli Masa
Ortalama
0,42 Dak.
0,59 Dak.
1,07 Dak.
0,39 Dak.
0,57 Dak.
Tablo 1. İş Aktiviteleri ve Gözlem Değerleri Tablosu
Makinalar
Forklift
Makas 1
Makas 2
Maktap
Boya Tabancası
Gözlemler
Gözlem 1
1,29 Dak.
1,58 Dak.
0,39 Dak.
1,55 Dak.
1,25 Dak.
Gözlem 2
1,42 Dak.
0,04 Dak.
0,41 Dak.
1,53 Dak.
0,50 Dak.
Gözlem 3
1,43 Dak.
0,58 Dak.
1,47 Dak.
0,10 Dak.
0,30 Dak.
Gözlem 4
0,01 Dak.
1,23 Dak.
1,45 Dak.
0,59 Dak.
0,49 Dak.
Gözlem 5
1,05 Dak.
0,18 Dak.
1,57 Dak.
0,01 Dak.
0,14 Dak.
Gözlem 6
1,11 Dak.
0,49 Dak.
1,53 Dak.
0,02 Dak.
1,35 Dak.
Gözlem 7
0,07 Dak.
1,44 Dak.
0,44 Dak.
1,21 Dak.
0,42 Dak.
Gözlem 8
1,49 Dak.
0,24 Dak.
1,32 Dak.
0,27 Dak.
1,08 Dak.
Gözlem 9
1,22 Dak.
1,58 Dak.
1,42 Dak.
0,05 Dak.
0,21 Dak.
Gözlem 10
0,11 Dak.
1,37 Dak.
0,30 Dak.
0,22 Dak.
0,03 Dak.
Kırmızı Renkli Masa
Ortalama
1,27 Dak.
1,02 Dak.
0,37 Dak.
1,09 Dak.
1,02 Dak.
Onar adet gözlemlerin ortalamaları alınarak işlem süresi hesaplanır ve bunlar aşağıdaki gibi tabloya yerleştirilerek çevrim süreleri hesaplanır.
Makinalar
Forklift
Makas 1
Makas 2
Maktap
Boya Tabancası
Gözlemler
Gözlem 1
1,29 Dak.
1,58 Dak.
0,39 Dak.
1,55 Dak.
1,25 Dak.
Gözlem 2
1,42 Dak.
0,04 Dak.
0,41 Dak.
1,53 Dak.
0,50 Dak.
Gözlem 3
1,43 Dak.
0,58 Dak.
1,47 Dak.
0,10 Dak.
0,30 Dak.
Gözlem 4
0,01 Dak.
1,23 Dak.
1,45 Dak.
0,59 Dak.
0,49 Dak.
Gözlem 5
1,05 Dak.
0,18 Dak.
1,57 Dak.
0,01 Dak.
0,14 Dak.
Gözlem 6
1,11 Dak.
0,49 Dak.
1,53 Dak.
0,02 Dak.
1,35 Dak.
Gözlem 7
0,07 Dak.
1,44 Dak.
0,44 Dak.
1,21 Dak.
0,42 Dak.
Gözlem 8
1,49 Dak.
0,24 Dak.
1,32 Dak.
0,27 Dak.
1,08 Dak.
Gözlem 9
1,22 Dak.
1,58 Dak.
1,42 Dak.
0,05 Dak.
0,21 Dak.
Gözlem 10
0,11 Dak.
1,37 Dak.
0,30 Dak.
0,22 Dak.
0,03 Dak.
Yeşil Renkli Masa
Ortalama
1,08 Dak.
1,07 Dak.
1,23 Dak.
0,5 Dak.
0,34 Dak.
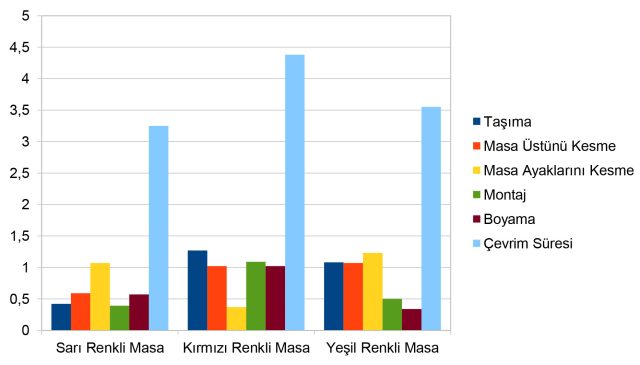
Hesaplamaya göre çevrim süresi en hızlı olan Sarı Renkli Masa ve sonraki hızlı olan Yeşil Renkli Masa ve en yavaş olan Kırmızı Renkli Masa olarak ortaya çıkmıştır. Bu tablo grafik olarak aşağıdaki gibidir:
Grafik 1. Ürün Türüne Göre İşlemler ve İşlem Süreleri ile Çevrim Süreleri Garfiği
5.3 Kalite Kontrolü
Süreksizlik; herhangi bir malzemenin (parçanın) tamamında veya bir bölümünde normal yapısının, dışında bir yapı ve özellik oluşturan çatlak, katlanma, kalıntı, gözenek, çökelme, martenzit oluşumu, yaşlanma, hidrojen gevrekliği ve iç gerilim gibi oluşumlardır. Süreksizliğin standartların izin verdiği sınırda olması durumu kusur olarak kabul edilirken, standartların izin verdiği sınırı aşması durumu, hata olarak kabul edilir. Kalite Kontrolü malzemenin incelenerek hata olup olmadığının saptanmasıdır [9]. Bu Klasik Kalite Kontrolü tanım üzerinde çalışan Deming ve Juran, yalnızca hataların saptanması değil kusurlu üretimin nedenlerinin ortadan kaldırılmasının da gereken bir sorumluluk olduğu ve geniş kapsamlı, zincirleme bir çaba olduğu ‘’Sistem Anlayışını’’ Kalite Kontrolü tanımına katmıştır. Japonların geliştirdiği bu anlayış, Toplam Kalite Yönetimi adını almıştır. [10]
6. ALTI SİGMA VE İSTATİKSEL İŞLEM KONTROLÜ
İstatistiksel Proses Kontrolü (İPK) bir ürünün en ekonomik ve yararlı bir şekilde üretilmesini sağlamak amacıyla, istatistik prensip kural ve tekniklerinin, üretimin tüm aşamalarında kullanılmasıdır. [11].
Altı Sigma terimi, istatistiksel olarak bir sürecin niteliğini ve başarımını tanımlayan altı sigma düzeyinden türetilmiştir. Altı Sigma düzeyi, milyonda 3,4 hata oranına düşülecek şekilde tasarlanmıştır.
Altı Sigma, Japon kalite kontrol sistemlerinin süreç iyileştirmelerinde kullanılması amacıyla Motorola şirketi tarafından geliştirilmiş, işletmelerdeki sorunları çözmek, nitelikli yeni ürün ve süreçler tasarlamak için oluşturulmuş, kendini kanıtlamış bir proje yönetim yaklaşımıdır [12].
Tanımla (Define)
Ölç (Measure)
Analiz Et (Analize)
İyileştir (Improve)
Kontrol Et (Control)
olarak beş aşamada (DMAIC) uygulanan bir çalışmadır.
6.1 Tanımla
Tanımlama aşamasında Altı Sigma projesi tanımlanır ve alıcılar için kritik olan değişkenler ile yapılan işin gerekleri arasında ilişki kurulur. Bu aşamada temel olarak alıcıya odaklanılması, ekip bildirisinin geliştirilmesi ve süreç haritalarının çizilmesi görevleri yerine getirilir [13].
6.1.1 Süreç Yönetimi ve İşletmelerin Temel Süreçleri
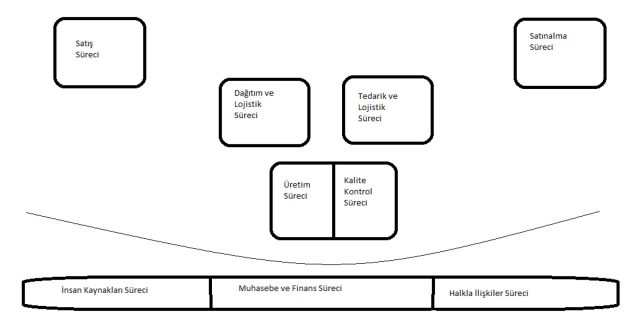
Süreç Yönetimi, işletmelerde baştanbaşa yürütülen süreçlerin disipline edilmiş bir tasarımı ve titiz bir uygulamasına dayalı başarım gelişimidir [14]. Bir süreç yönetimi uygulamasının içinde bulundurması gereken bileşenleri şunlardır; Sürecin Tanımı, Sürecim Amacı, Sürecin Sorumluları, Sürecin Adımları, Sürecin Başarım Göstergeleri, Sürecin İzlenmesi ve Değerlendirilmesidir [15]. Bir işletmede bulunması gereken belli başlı süreçler ise şunlardır:
Satın Alma Süreci,
Satış Süreci,
Üretim Süreci,
Kalite Kontrol Süreci,
Dağıtım ve Lojistik Süreci,
Malzeme Alımı ve Lojistik Süreci,
Muhasebe ve Finans Süreci,
İnsan Kaynakları Süreci,
Halkla İlişkiler Süreci.
6.2 Ölç
Ölç aşamasında başlıca iki istasyon vardır; veri toplama planının oluşturulması ve veri toplama planının uygulanması [16]. Veri toplarken gözlem, anket ve karşılıklı görüşme yöntemlerinden yararlanılır.
6.3 İrdele (Analiz Et)
Şekil 6. Bir İşletmedeki Ana Süreçler Şeması
Analiz Et aşamasında temel amaç, süreçte var olan değişkenliği yaratan değişkenlerin belirlenmesi ve düzeylerinin incelenmesidir [17]. İrdelemeyi yaparken kullanılan belli başlı istatistik kavramları ve dağılımlar şunlardır;
Aritmetik Ortalama, Mod, Medyan
Standart Sapma, Varyans
Olasılık, Permutasyon, Kombinasyon
Binom Olasılık Dağılımı
Poisson Olasılık Dağılımı
Hipergeometrik Olasılık Dağılımı
Normal Dağılım
İstatistiksel yöntemlerden faydalanılırken kullanılan belli başlı bilgisayarlı istatistik programları şunlardır;
SPSS
Minitap
Pyhton
Excell
6.4 İyileştir
İyileştirme aşamasında, niteliksizliğe yol açan unsurları ortadan kaldıracak çalışmalar yapılır. Örneğin; kumaştaki iplik kopması hatası işçiden kaynaklanıyorsa, işçilere yönelik eğitim, yönlendirme ve ödüllendirici çalışmalar sonucu hatalar ortadan kaldırılabilir [18].
KAİZEN, iş, ev, özel ve sosyal yaşamdaki sürekli iyileştirme çalışmalarıdır. Bir işyerinde uygulandığında, KAİZEN yöneticiler ve işçileri kapsayacak şekilde herkesi içeren sürekli iyileştirmelerdir [19].
MUDA: İsraf, MURA: Düzensizlik, MURİ: Aşırı Yükleme demektir.
6.5 Kontrol Et
Kontrol Et aşamasının amacı, ekibinizin elde ettiği getirilerin kalıcı olmasını sağlamaktır [20].
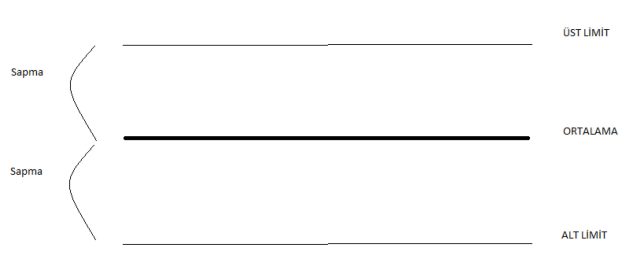
Kontrol Diyagramları ile ilgili bazı formüller şunlardır:
Ortalama = Veri setindeki elemanların değerlerinin toplamı / Veri setindeki eleman sayısı
Sapma = (Veri setindeki en büyük değer – Veri setindeki en küçük değer ) / Veri setindeki eleman sayısı
Alt Limit = Ortalama – Sapma
Üst Limit = Ortalama + Sapma
7. KISITLAR TEORİSİ – GEREKSİNİM VE ÜRETİM YETENEĞİ (KAPASİTE) PLANLAMASI
Kısıtlar Teorisi (Theory of Constraints) işletmelerin en büyük kısıtlarını belirleyip yöneterek, en uygun yöntemlerle en uygun sayıda üretim yapmalarını amaçlayan güçlü bir yönetim aracıdır. Bu yöntemle, olanakların sınırlı veya yetersiz olabileceği durumlar göz önüne alınarak, kaynaklar daha verimli kullanılabilir, maliyetler düşürülebilir ve daha yüksek nitelikli ürün ve hizmet sunulabilir [21].
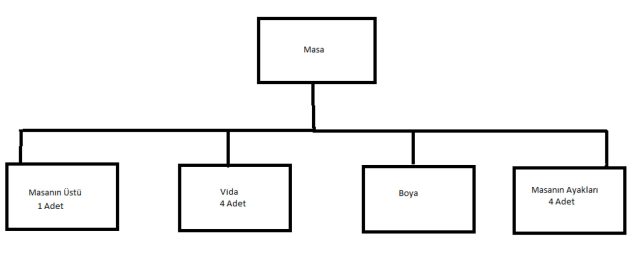
7.1 Ürün Ağacı ve Gereksinim Planlama
Ürün ağacı, ürünün nasıl oluşturulduğunu gösteren bir şemadır. Ürünü oluşturan parçaların tanımı ve miktarları belirtilir [22]. Örneğimiz için ürün ağacı aşağıdaki gibidir;
Gereksinim Planlama, yatırımları en aza indirmek, üretimi ve etkinliği artırmak ve alıcıya yapılan hizmeti geliştirmek amacıyla kullanılan bir yönetim çizelgeleme ve denetim tekniğidir [23].
Şekil 7. Kontrol Diyagramı
7.2 Çevrim Süresi ve Kapasite Planlama
Çevrim Süresi (zamanı), montaj hattında iki ürün arasındaki ortalama zamandır [24]. Yani bir ürünün, bir adedinin üretimin başlangıcından sonlanmasına kadar geçen süredir. Örneğimizde Sarı Renkli Masa için çevrim süresi, 3 dakika 25 saniye olarak hesaplanmıştır.
Kapasite Planlama, iki ana stratejidedir; birincisi istek değişikliğinden bağımsızdır ve kapasitenin yettiği kadar üretim yapılır (Pasif Strateji), ikincisi kapasitenin yeterli olmadığı dönemlerde, istemi karşılamak için gerekli önlemlerin alınması (Aktif Strateji) şeklindedir [25].
Şekil 8. Masa Ürün Ağacı
8. ÖRNEK BİR İŞLETME SİSTEMİ KURGUSU
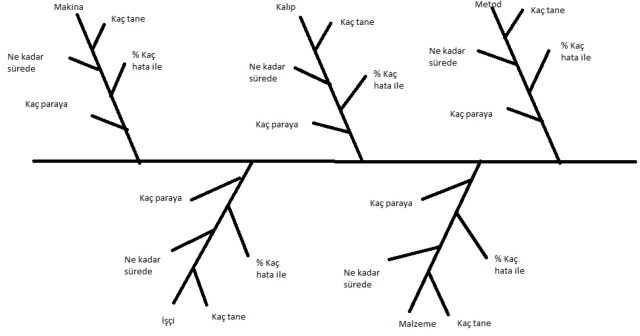
8.1 Üretim Süreci
Hangi Ürün, hangi makinada , hangi kalıpta, hangi yöntemle, hangi işçiyle, hangi malzemeyle, kaç adet, ne kadar sürede, % kaç hatayla ve kaç paraya üretiliyor.
Bunu matrisleştirecek olursak;
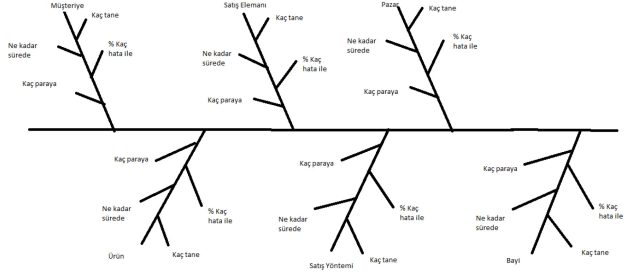
8.2 Satış Süreci
Hangi Ürün, hangi müşteriye, hangi satış elemanıyla, hangi pazara, hangi satış yöntemiyle, hangi bayiye, kaç tane, ne kadar sürede, % kaç hatayla ve kaç paraya satılıyor.
Şekil 9. Üretim Süreci Kök Diyagramı
Şekil 10. Satış Süreci Kök Diyagramı
Bunu matrisleştirecek olursak;
Hangi
Kaç Tane
Ne Kadar Sürede
% Kaç Hata ile
Kaç Para
Müşteri
X11
X12
X13
X14
Satış Elemanı
X21
X22
X23
X24
Pazar
X31
X32
X33
X34
Ürün
X41
X42
X43
X44
Satış Yöntemi
X51
X52
X53
X54
Bayi
X61
X62
X63
X64
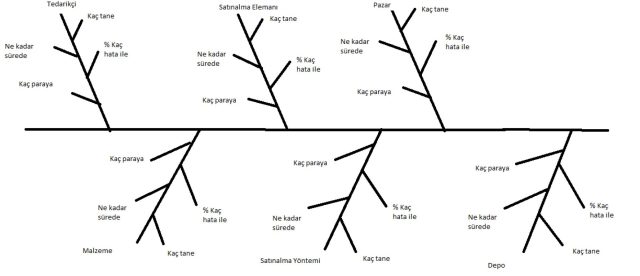
8.3 Satınalma Süreci
Hangi Ürün hangi malzemeden, kaç tane, ne kadar sürede, % kaç hatayla, kaç paraya üretiliyor ve hangi tedarikçiden, hangi satış elemanıyla, hangi pazardan, hangi satın alma yöntemiyle, hangi depodan, kaç tane, ne kadar sürede, % kaç hata ve kaç paraya satın alınıyor.
Şekil 11. Satınalma Süreci Kök Diyagramı
Bunu matrisleştirecek olursak;
Hangi
Kaç Tane
Ne Kadar Sürede
% Kaç Hata ile
Kaç Paraya
Tedarikçi
X11
X12
X13
X14
Satış Elemanı
X21
X22
X23
X24
Pazar
X31
X32
X33
X34
Malzeme
X41
X42
X43
X44
Satış Yöntemi
X51
X52
X53
X54
Depo
X61
X62
X63
X64
9. ÖRNEK BİR SENARYO ÜZERİNDEN KAZANÇ HESABI
Örneğimizde taşıma işi için kullanılan forkliftin yerine IoT bir Taşıma Robotu alınarak, yeniden gözlemler yaparak, işlem süreleri üzerinden Sarı Renkli Masa için çevrim süresini nasıl etkilediğini ve bundan doğan kazanç hesabını yapalım. Örneğimizde kapasitemizin istemi karşılamada yetersiz olmadığını, malzeme kısıtımızın olmadığını ve birim fiyatımızın 500 TL, birim maliyetimizin 400 TL olduğunu varsayalım. IoT Taşıma Robotu için gözlem değerleri ve ortalama süre hesabı tablosu aşağıdaki gibidir:
Tablo 3. IoT Taşıma Roboto İşlem süreleri Gözlem Değerleri
Gözlemler
İşlem Süresi
Gözlem 1
0,31 Dak.
Gözlem 2
0,29 Dak.
Gözlem 3
0,25 Dak.
Gözlem 4
0,07 Dak.
Gözlem 5
0,11 Dak.
Gözlem 6
0,37 Dak.
Gözlem 7
0,09 Dak.
Gözlem 8
0,12 Dak
Gözlem 9
0,30 Dak.
Gözlem 10
0,40 Dak.
Ortalama
0,24
Forkliftin işlem süresi 0,42 olarak bulunmuştu. Burada ise 0,24 olarak bulunmuştur. Doğal olarak çevrim süresi kısalacak ve üretim adedimiz artacaktır. Bunu hesaplarsak;
Tablo 4. Çevrim Süresi Hesabı Tablosu
İşlem Sırası
Taşıma
Masa Üstünü Kesme
Masa Ayaklarını Kesme
Montaj
Boyama
Çevrim Süresi
Sarı Renkli Masa
0,42 Dak.
0,59 Dak.
1,07 Dak.
0,39 Dak.
0,57 Dak.
3,25 Dak.
olacaktır.
Tablo 5. İyileştirilmiş Çevrim Süresi Hesabı Tablosu
İşlem Sırası
Taşıma
Masa Üstünü Kesme
Masa Ayaklarını Kesme
Montaj
Boyama
Çevrim Süresi
Sarı Renkli Masa
0,27 Dak.
0,59 Dak.
1,07 Dak.
0,39 Dak.
0,57 Dak.
3,07 Dak.
Bu durumda 8 saatlik bir çalışma için bir günlük üretim adedi;
8*60 / 3,25 = 147 adet
yerine,
8*60 / 3,07 = 156 adet
olacaktır.
Bu durumda;
Birim Kâr = 500 – 400 = 100 TL
ve toplam kârımızdaki değişim;
156 adet yerine 147 adet ürettiğimiz için 156 – 147 = 9 adet ürün fazlalığı ve bunun parasal karşılığı
9 * 100 = 900 TL / gün olacaktır.
Haftalık kazancımız ise, en fazla olan 46 saat haftalık çalışma süresi için;
46 * 60 / 3,07 – 46 * 60 / 3,25 = 49 adet / hafta
olacaktır ve haftalık kazancımız da;
49 * 100 = 4.900 TL / hafta
olacaktır.
Bir ayı 4 hafta kabul edersek aylık kazancımız da;
4.900 * 4 = 19.600 TL / ay
olacaktır.
10. SONUÇ
Yalın Üretim ve Altı Sigma uygulayan bir kuruluş için teknoloji transferi yolu ile üretim atölyesine yapılan bir yatırımın, üretim hattında yaptığı etki incelenmiş ve bir simülasyon yolu ile kazanç hesabı yapılmıştır. Teknoloji yatırımı olarak bir IoT taşıma robotu seçilmiş ve işlem süresinde yaptığı iyileşme, çevrim süresinin iyileşmesini de getirmiş, bu da üretim adedini, aylık geliri ve kârı da artırmıştır.
KAYNAKÇA
1. Sadullah Çelik, Emrah Akdamar, Büyük Veri ve Veri Görselleştirme, AKADEMİK BAKIŞ DERGİSİ, Sayı:65, Ocak-Şubat 2018, Sayfa: 256.
2. E. Zorlu, Big Data, https://emrezorlu.com/2014/07/12/big-data, 2014.
3. Prof. Dr. Filiz Ersöz, Benzetim ve Modelleme, Seçkin Akademik ve Mesleki Yayınlar, 3. Baskı, Şubat 2021, Sayfa 17.
4. Veysel Yıldırım, Genel İşletmecilik I-II, Değişim Yayınları, 1. Basım, Mart 2000, Sayfa : 14.
5. Eliyahu M. Goldratt, Jef Cox, Amaç, Optimist Yayım Dağıtım, Ağustos 2013, Sayfa: 56.
6. Eliyahu M. Goldratt, a.g.e., Sayfa: 332.
7. George Kanawaty, İş Etüdü, Milli Prodüktivite Merkezi Yayınları, 4. Basım, 1997, Sayfa: 83.
8. George Kanawaty, a.g.e., Sayfa: 219.
9. Prof. Dr. Süleyman Karadeniz, Prof. Dr. Özlem Karadeniz, Tahribatsız Malzeme Muayenesi Cilt:1, Makina Mühendisleri Odası, Şubat 2018, Sayfa: 6.
10. Prof. Dr. Alp Esin, ISO 9000’in Işığında Toplam Kalite, Makina Mühendisleri Odası, Nisan 1999, Sayfa: 25.
11. Prof. Dr. Y. Müh. Besim Akın, ISO 9000 Uygulamasında İşletmelerde İstatistik Proses Kontrol Teknikleri, Bilim Teknik Yayınevi, 1996, Sayfa: 2.
12. Altı Sigma Nedir?, S. P. A. C. Altı Sigma Danışmanlık, 1. Baskı, Ekim 2003, Sayfa: 15.
13. Prof. Dr. Necmi Gürsakal, Yard. Doç. Dr. Ayşe Oğuzlar, Altı Sigma, VİPAŞ A. Ş., 2003, Sayfa: 52.
14. Chanf J. F., Business Management Systems Strategy and Implementation, Auerbach Publacations, 2005, Sayfa: 29.
15. Prof. Dr. Orhan Küçük, Dr. Selçuk Korucuk., Süreç Yönetimi (Bir Uygulama), Detay Yayıncılık, 1. Baskı, Ocak 2018, Sayfa: 37. – 56.
16. George Eckes, Herkes İçin Altı Sigma, MediaCat Kitapları, 2005, Sayfa: 42.
17. Akın Polat, Birol Cömert, Tümer Arıtürk, Altı Sigma Vizyonu, S. P. A. C. Altı Sigma Danışmalık, 1. Baskı, Nisan 2005, Sayfa: 103.
18. Prof. Dr. Mahmut Tekin, Altı Sigma, Kasım 2008, Sayfa: 43.
19. Masaaki İmai, KAİZEN Japonya’nın Rekabetteki Başarısının Anahtarı, BRİSA A. Ş., 2. Baskı, Aralık 1994, Sayfa: 10. – 11.
20. Mike George, Dave Rowlands, Bill Kastle, Yalın Altı Sigma Nedir?, S. P. A. C. Altı Sigma Danışmanlık, 1. Baskı, Nisan 2005, Sayfa: 78.
21. Jeff Cox, Dee Jacob, Suzan Bergland, Hız, Optimist Yayım Dağıtım, Ocak 2019, Sayfa: 176.
22. Doç. Dr. Tarık Çakar, Üretim Planlama ve Kontrol, 2011, Sayfa: 101.
23. Nesime Acar, Malzeme İhtiyaç Planlaması, Milli Prodüktivite Merkezi Yayınlar, 6. Baskı, 2001, Sayfa: 11.
24. Doç. Dr. Feray Odman Çelikçapa, Üretim Planlaması, Alfa Basım Yayım Dağıtım, 1. Basım, 1999, Sayfa: 116.
25. Prof. Dr. Ercan Öztemel, Endüstri Mühendisliğine Giriş, Papatya Yayıncılık, 1. Basım, Kasım 2009, Sayfa: 304.
Cem Web Ofset A.Ş. Alınteri Blv. No. 29 Ostim - Ankara Tel: +90 312 385 37 27
Basım Tarihi: 1 Kasım 2024
Baskı Sayısı: 15.000
TMMOB Makina Mühendisleri Odası yayın organı olan ve 1957 yılından itibaren yayımlanan (iki farklı isimle yayımlanmıştır.) Mühendis ve Makina dergisi, 2017 yılından itibaren Mühendis ve Makina Güncel ismiyle Makina Mühendisleri Odası üyelerine gönderilmektedir. Dergimizle ilgili detaylı bilgi almak için www.mmo.org.tr genel ağ adresinden yararlanabilirsiniz. Ayrıca telefon, faks veya e-posta yoluyla da bize ulaşabilirsiniz.