Dr., Makina Mühendisi (Ph.D.,M.Sc.), Kaynak Mühendisi, UT,RT,MT,PT,VT Seviye III,TMMOB Makina Mühendisleri Odası Kaynak Eğitim ve Muayene Merkezi – ersan.gonul@mmo.org.tr
GİRİŞ Çelik tel halatların, madencilik, ağır kaldırma, vinçler, teleferikler, asansörler, köprüler gibi birçok endüstrideki farklı makina ve tesislerin çalışmasında önemli bir yeri vardır. Bu nedenle üzerlerinde oluşan hasarlar ve kırılmalar da önemli sorunlara yol açar (Şekil 1).
Şekil 1. Çelik Halatta Tel Kırıkları
Halatın uygun şekilde incelenmesi, güvenilirliğini ve çalışma süresini artırır. Tel halatların tahribatsız muayenesinde, görsel ve manyetik inceleme, yaygın uygulanan iki yöntemdir. Yorucu ve kişisel (subjektif) görüşe bağlı olan görsel inceleme, genel olarak halat yüzeyindeki kusurların ortaya çıkarılması için yapılır. Ama incelemenin etkili olması, denetçinin deneyimine bağlıdır. Bununla birlikte görsel muayene ile sadece yüzeyde görülebilen bulguların saptanması yapılabilir. Bu nedenle, denetçinin deneyimi yeterli değilse, birçok hatanın gözden kaçırılması söz konusu olabilir. Manyetik halat test yöntemi (MRT – “Magnetic Rope Testing”) ise halatla ilgili hem dış, hem de iç kusurları saptayabildiği gibi, halatın kesit kaybını ölçerek korozyon ve aşınma düzeyini de değerlendirebilmektedir (Şekil 2). Test aygıtı doğru kullanılırsa, hızlı bir şekilde birçok hatanın bulunması sağlanmaktadır. Bu denetimin halata zarar vermeden yapılması, büyük bir üstünlük sağlamaktadır. Ancak aygıtın doğru kullanımı için, kullanıcıların kontrol yöntemi, aygıtın kullanımı ve değerlendirme açısından eğitim almaları ve deneyim kazanmaları gereklidir.
Şekil 2. MRT Aygıtı
TAHRİBATSIZ MUAYENE NEDİR? Tahribatsız muayene, kalite sistemlerinde belirtilen ve birçok işletmede kullanılan önemli bir kontrol yöntemidir. Gerek üretimde ve araştırma-geliştirme çalışmalarında, gerekse işletme aşamasında yapılacak kontrollerde önemli bir yere olup, sıklıkla kullanılmakta ve gün geçtikçe de önemi artmaktadır. Bununla birlikte gerek üretimden önce yapılan araştırma-geliştirme çalışmalarında gerekse üretimden sonraki işletme aşamasında aktif olarak kullanılmaktadır. Tahribatsız muayene, incelenen parçaya malzemesine zarar vermeden kontrol edilerek, dinamik ve statik yapıları hakkında bilgi edinilen muayene yöntemlerinin tümüne verilen addır. Tahribatsız muayene çalışmalarında laboratuvara veya malzemeden örnek alınmasına gerek yoktur. Testler, malzemenin bulunduğu ortamda doğrudan parça üzerine yapılır (Şekil 3).
Şekil 3. Halatlı Taşıma Sistemlerinde Tahribatsız Muayene Uygulaması
Bu nedenle üretim sırasında yeni parçalara olduğu kadar, düzenli bakımlarda ve hatta işletme sırasında servisteki parçalara da uygulanabilir. Parçayı, montajlı olduğu sisteme takılı olduğu yerden sökmeden ve bazen de işletmeyi hiç durdurmadan halat kontrolü yapılabilir. Özellikle yorulma ile ilgili ortaya çıkan belirtilerin saptanması için tahribatsız muayene yöntemlerinden yararlanılabilir. Tahribatsız muayene yöntemleri, hızlı ve pratik yöntemler olmasının yanında yorulma ile ilgili belirtilerin, özellikle çatlak oluşumlarının ortaya çıkarılmasında büyük önem taşır. Genel olarak tahribatsız muayenenin aşağıdaki özellikleri vardır. • Parçanın kendisine muayene yapılır, parça muayene sırasında zarar görmediğinden kullanılmasında, parça uygunsa kullanımında sakınca yoktur. Dolayısıyla daha güvenilir sonuçlara varılır. Tahribatlı muayenelerdeki örnek alma sorunu ve alınan örneğin bütün kütleyi ne derece temsil etmekte olduğu endişesi – kararsızlığı ortadan kalkar. • Yapının/parçanın farklı özelliklerine ve farklı bölgelerine, hassas birçok tahribatsız muayene, aynı anda veya peş peşe uygulanabilir. Böylece işletme başarımıyla bağlantı kurulabilir ve istenilen sayıda özellik kontrol edilebilir. • Tahribatsız muayene, aynı bölge üzerinde defalarca tekrarlanabilir. Böylece yorulma ve kullanım esnasındaki hasarının gelişimi izlenebilir. • Tahribatsız muayene, muayene işini laboratuvardan atölyeye taşımıştır. Muayene işlemi, yapıların kullanım ortamında gerçekleştirilir.
ÇELİK HALATLARIN KULLANIM ALANLARI Halat kontrol cihazları halatların bulunduğu farklı sektörlerde, yaygın biçimde kullanılmaktadırlar. Bu alanların başında; madencilik, vinç halat uygulamaları, deniz üstü (“off-shore”) çalışmaları, su altı boru sistemleri, petrol ve gaz endüstrisi, köprü yapımları, kayak teleferiği/telesiyeji/teleskisi ve eğlence parkları gelmektedir. Çelik halatların kullanıldığı hemen her alanda, halatların kullanım durumlarını öğrenmek çok önemli olduğundan, halatların durumlarını ölçmek için manyetik halat kontrol cihazları kullanılmaktadır. Bu cihazlar kullanıcılara büyük kolaylık ve güvenlik sağlamaktadır. Madenlerden çıkarılan maddelerin taşınması, yukarıya çekilmeleri için kullanılan asansör halatları da, bu cihazlar ile kontrol edilmektedir. Halatların taşıma kapasiteleri, halatların dayanıklılıklarına, kullanım süre ve şartlarına bağlı olduğundan, halatların kullanıldığı yerlerde, halata herhangi bir ek hasar vermeden, halat kontrol aygıtlarıyla incelenmesi gerekir. Köprü yapılarının yanı sıra, köprünün uzun yıllar uğradığı yıpranmalar ve halatların taşıma kapasitesi de sürekli ölçüm gerektiren konulardandır.
MRT YÖNTEMİNİN TANIMI Manyetik Halat Testi (MRT), çelik tel halatlardaki kusurları ve bozulmaları kontrol etme yöntemidir. MRT, bir halat bölümünü tamamen mıknatısladıktan sonra, halat üzerindeki kopmuş teller, korozyon, aşınma veya mekanik hasarlar nedeniyle oluşan manyetik alandaki değişiklikleri saptayıp bunları ölçer ve halatın durumu hakkında önemli bir bilgi verir. (Şekil 4)
Şekil 4. MRT Yöntemi
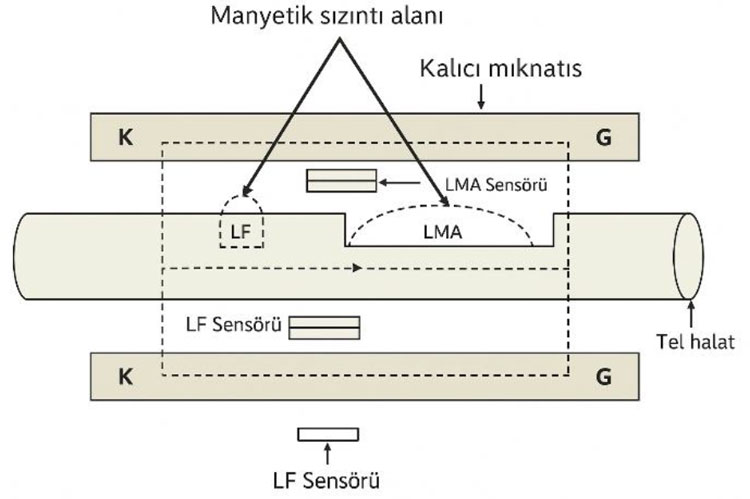
Bir tel halatın gücü, kullanım ömrü boyunca, uygulanan yükü kaldıramayacak duruma gelene kadar ömrü boyunca azalacaktır. Bu noktaya ulaşıldığında, halat başarısız olacak ve yükün, genellikle felaketle sonuçlanacak şekilde serbest kalmasına neden olacaktır. Bu nedenle, halatın hala güvenliyken hizmetten çekilmesini sağlamak için düzenli olarak incelenmesi gereklidir. Bir halatın iç kısmının durumunun incelenmesi ve değerlendirilmesi, yalnızca MRT tarafından etkili bir şekilde gerçekleştirilebilir. MRT ekipmanı hafif ve taşınabilirdir ve hâlâ hizmette olan halata takılabilir. Halat manyetik kafadan geçirildiğinde, yerleşik sensörler, halatın var olan durumuyla ilgili bilgiyi sağlar. Metalik Alandaki Kayıp (LMA – “Loss of Metallic Area”) ölçülebilir ayrıca halat boyunca gözlenen noktasal, Yerelleştirilmiş Hataların (LF – “Localized Fault”) belirlenebilir niteliği ve konumları saptanabilir (Şekil 5).
Şekil 5. LF ve LMA Belirlenmesi
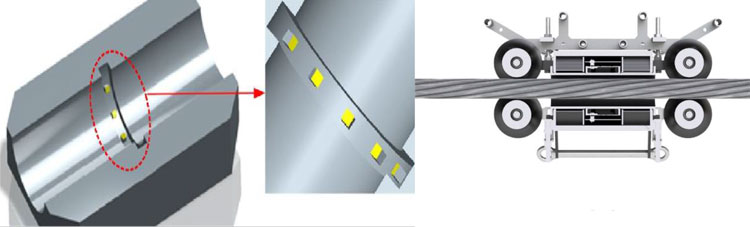
Sensörlerden gelen sinyaller özel bir yazılımla yorumlanarak, daha ileri aşamada analizlere olanak sağlayacak şekilde depolanır. Böylece ilgi alanlarının yakınlaştırılması, filtrelenmesi ve önceki testlerle karşılaştırılması da sağlanabilir (Şekil 6).
Şekil 6. MRT Manyetik Halat Ekipmanı
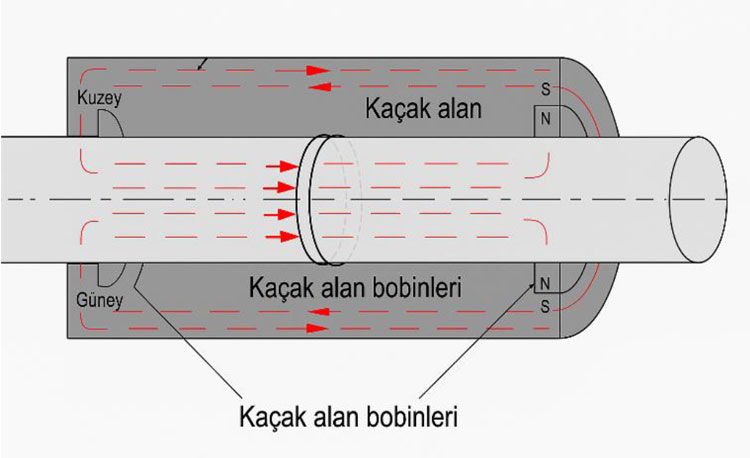
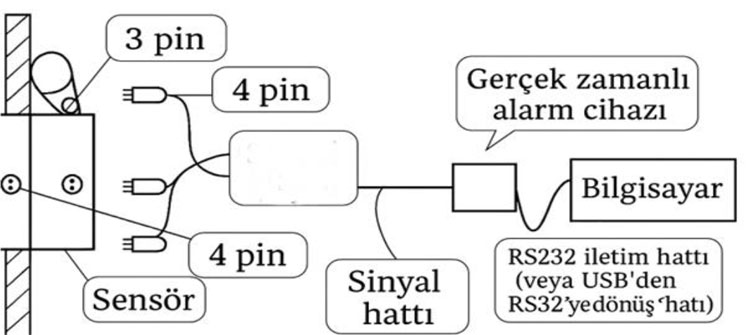
CİHAZLARIN ÇALIŞMA PRENSİBİ Manyetik halat test cihazları farklı yöntemler kullanarak kontrolleri sağlayabilir. Genel olarak bu cihazlar aşağıda verilen ilkelerden yararlanılarak kontrolleri gerçekleştirmektedir. • Elektromanyetik Yöntem • Manyetik Akı Yöntemi • Manyetik Akı Kaçağı Yöntemi Metalik kesit alanı kaybı, yukarıdaki ilkelere dayalı bir cihaz kullanılarak belirlenebilir. Kırık teller ve korozyon, bir manyetik akı sızıntı cihazı kullanılarak tespit edilebilir. Bir cihaz hem manyetik akı hem de manyetik akı kaçağı prensiplerini içerebilir. Bu kapsamda en yoğun olarak kullanılan cihazlar Manyetik akı kaçağını kullanan cihazlardır. Mıknatıslama üniteleri, cihazdan geçerken bir halat uzunluğunu manyetik olarak doyurur (mıknatıslama devresi). Mıknatıslama elektromanyetik veya kalıcı manyetik ekipman ile olabilir. Halattaki kopuk tel gibi bir süreksizliğin yarattığı manyetik akı kaçağı, “Hall etkisi sensörü”, sensör bobinleri gibi bir sensörle veya uygun başka bir cihazla ölçülebilir (Şekil 7). Sensörden gelen sinyal, elektronik olarak işlenir ve ‘LD Local Defect’ kanalı olarak adlandırılan Yerel Hata çıkış voltajı bir şerit grafik kaydediciye veya başka bir uygun cihaza kaydedilir. LD kanalındaki bilgiler nicel olmamakla birlikte, halattaki kopuk tellerin, iç korozyonun ve aşınan tellerin varlığına ilişkin bazı sonuçlar verebilir. Test cihazlarında genel olarak, kontrol sırasında elde edilen sinyalleri anlaşılabilir verilere dönüştürmek ve kaydetmek için özel donanımlar bulunur. Test cihazda kullanılan gerçek zamanlı uyarı donanımı, dönüştürülen veriyi bilgisayara gönderme ve kaydetme işlevini de yerine getiren, çok amaçlı bir veri toplama aygıtı gibi çalışır.
Şekil 7. MRT Cihazlarının Örnek Diyagramı
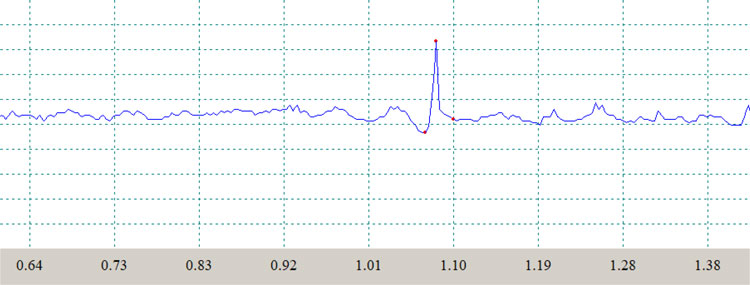
5.1 MRT Cihazlarında Kırık Tel Sinyalinin İrdelenmesi (Analiz Yöntemi) Çelik halat kopuk teli genellikle şu şekillerde ayrılır: Yorgun kopuk tel, bozulmuş kopuk tel, kararmış kopuk tel, kesilmiş kopuk tel, aşırı yük kopuk tel, bükülmüş kopuk tel gibi. Çelik halat genellikle aynı çapta birçok kök telden veya farklı çapta birçok özellikte telden oluştuğundan, yüzeyi genellikle engebelidir, iç kısımda hava boşluğu vardır. Bu yüzden, ferromanyetik malzemenin halat gövdesinde sürekliliği olmaz. Bu nedenlerle, tel halat mıknatıslandığında, yüzeysel kaçak alanında, hem kopuk tel kaçak alanı vardır, hem de arka plan kaçak alanı (jet dalgası sinyali) bulunmaktadır (Şekil 8).
Şekil 8. MRT Cihazı ile Bulunan Tel Kırığı
5.2 Çelik Halat Çapı Değerlendirmesi Çelik halat test sisteminde, çelik halat çapının değerlendirmesini dolaylı olarak da olsa belirlemek için LMA test sinyali kullanılır (Şekil 9). Tel halatın iç ve dış bozulması, metalik kesit alanı değişimine yansıyacağından, tel halat çapı, kesit alanı değişimi ile hesaplanabilir. Örneğin, tel halat dış katman telleri, 2/3 oranında aşındığında, 6×19 tel halat metalik kesit alanı %1,54 oranında, 6×7 tel halat metalik kesit alanı %4,19 oranında azalacaktır. Diğer yapısal tel halat metalik kesit alanı azalmaları da, hesaplama yoluyla elde edilebilecektir.
Şekil 9. MRT Cihazı ile Bulunan Halat Çap Azalması
5.3 Tel Halat Korozyon Değerlendirilmesi Kullanım yerine bağlı olarak değişim göstermekle birlikte genel olarak, çelik halatlarda korozyon çok önemli bir sorundur (Şekil 10). Özellikle aşındırıcı (korozif) ortamlarda (kimyasal kullanımı ve denize yakın bölgelerde kullanım gibi) kullanılan halatlarda bu konuda düzenli olarak inceleme ve durum değerlendirilmesi gerekir. Var olan yerel ve uluslararası standartlardan yola çıkarak, tel halat korozyon değerlendirmesi için uygun bir değerlendirme yönteminin olduğunu söyleyemeyiz. Ancak manyetik halat kontrollerinde, tel halat korozyonu, kesit alanı test sinyali aracılığıyla yansıtılabilirken, ciddi olan kırıklar da tel test sinyali aracılığıyla yansıtılabilir.
Şekil 10. Çelik Halatta Korozyon Durumu
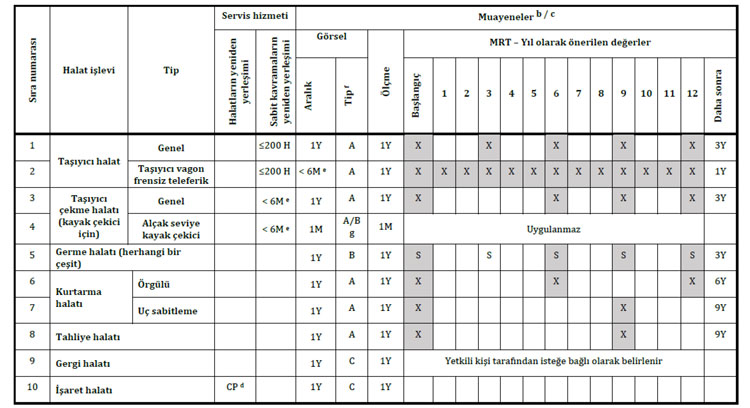
. HALATLARDA KONTROLÜN GEREKLİLİĞİ Halatlı taşıma sistemlerinin birçok alanda kullanımı güvenlik açısından bazı riskleri de beraberinde getirmektedir. Özellikle insan taşıma sistemlerinde bu risk en fazla olup, kontrol edilmesi gereken önemli bir konudur. Bununla birlikte halatlı sistemlerin kontrolü için yönetmelikler ve standartlar da, yönlendirmelerde bulunmuştur. Var olan iş sağlığı ve güvenliği yönetmeliği incelendiğinde, aşağıdaki açıklamalar görülebilmektedir; 6331 sayılı “İş Sağlığı ve Güvenliği Kanunu” gereğince oluşturulan 25.04.2013 tarih ve 28628 sayılı Resmî Gazetede yayımlanarak yürürlüğe giren “İş Ekipmanlarının Kullanımında Sağlık ve Güvenlik Şartları Yönetmeliği” kapsamında Ek III bölümünün 2.2. Kaldırma ve İletme Ekipmanları maddesinin 2.2.1. bendinde; “Standartlarda aksi belirtilmediği sürece, kaldırma ve iletme ekipmanları, beyan edilen yükün en az 1,25 katını, etkili ve güvenli bir şekilde kaldıracak ve askıda tutabilecek güçte olur ve bunların bu yüke dayanıklı ve yeterli yük frenleri bulunur.” ifadesi yer almaktadır. Sistemi bir bütün olarak düşündüğümüzde, çelik halatların kontrolleri önemli olup, bu şartı yerine getirebilmek için günümüzde, yük testi ve görsel kontroller yapılmaktadır. Yazının başında da belirtildiği gibi bu denetimler düzenli olarak yapılmazsa, çelik halatta oluşan veya oluşacak olan birçok hatanın çelik halatta atlanmasına neden olabilmektedir. Standartlar incelendiğinde, bu konuda en önemli standartlardan biri TS EN 12927 standardıdır. Bu standartta manyetik halat kontrol (MRT) prosedürleri ile ilgili bilgiler paylaşılırken, MRT testinin hangi sürelerde yapılması gerektiği tablo biçiminde verilmiştir (Tablo 1). Bu tablo incelendiğinde, halatın kullanım biçimleri gruplandırılarak hangi sürelerde kontrol edilmesi gerektiği ve hangi yöntemle kontrol edileceği tek tek belirtilmiştir.
Tablo 1. EN 12927 Standardına Göre MRT Kontrol Süreleri
MANYETİK HALAT KONTROLLERİNDE PERSONELİN ÖNEMİ Manyetik halat kontrolleri, bazı noktalarda önemli kararlar içerdiğinden, bu konuda çalışan personelin önemi de çok büyüktür. Kontrollerde görev alacaklar personeller temel teorik bilgilerle donatılmış, cihazın çalışma ilkesini ve kullanımını iyi bilen ve personeller olması gerekmektedir. Bu doğrultuda denetimleri yapacak personelin halat tipleri, halat belirleme prosedürü ve ekleme yöntemi hakkında temel bilgileri almış olması gerekmektedir. Bu kapsamda EN 12835 standart serisi, EN 12927 standardı ile ISO 17893 ve ISO 9712 standardı başta olmak üzere, çelik halatla ilgili dünyada kabul gören global standart ve uygulamaların da eğitimlerini almaları gerekir. Kontrolleri gerçekleştirilecek olan personel ISO 9712 standardına göre eğitim alması diğer önemli konulardan biridir. Cihazın çalışma prensibi doğrultusunda eğitimde aşağıdaki konular temel alınarak bahsedilmelidir; • Manyetik alan ve ilgili nicelikleri, • Akımlar tarafından üretilen manyetik alanlar, • Kalıcı mıknatıslar tarafından üretilen manyetik alanlar, • Manyetik geçirgenlik, • Ferromanyetizma, paramanyetizma ve diamanyetizma • Temel manyetik devreler • Süreksizliklerin yakınında manyetik alan davranışı • Manyetik akı sızıntısı • Mıknatıslanma, • Manyetik akı, • Manyetik kaçak akı.
SONUÇ Çelik halatlar endüstrinin çeşitli yerlerinde ve insan taşımacılığında yoğun olarak kullanılmaktadır. Özellikle kamusal alanlarda insan taşımacılığında kullanılması, beraberinde birden fazla riski getirmektedir. Değişken yükler altında kullanılan halatların kopması, kullanım süresi içerisinde gelişecek kırılmalara ve maddi, manevi kayıplara neden olabilmektedir. Bu duruma korozyon gibi çevresel etkilerin rolü de eklendiğinde, kritiklik durumu artmaktadır. Her sene gerçekleştirilen ve görsel olarak yapılan periyodik kontrollerin, çelik halatların yorulma durumlarını ve korozyon oluşumlarını belirlemede yetersiz kalabileceği açıktır. Çelik halat kullanan sistemlerde görülen kazalar düşünüldüğünde, standartta belirtilen kontrollerin zorunlu hale getirilmesi gerekliliği tartışılmazdır. Bu nedenle, TS EN 12927 standardında da belirtildiği şekilde ve süre aralıklarına uyarak kontrollerin yapılması önemlidir. Burada önemli bir faktör personeldir. Çelik halat kontrolünü gerçekleştiren personeller karar verici konumunda olduğu için standartların belirtiği şekilde eğitilmesi ve belgelendirilmesi gerekmektedir. Özellikle kritik noktalarda personel tecrübesi büyük önem kazanmaktadır. Çelik halat kontrollerinin yetkin personellerle standartlara uygun bir şekilde yapılması, birçok olumsuz durumun önüne geçilmesi adına önemli bir adımdır. Kullanılan ekipmanlarda ve işletilen tesislerde bulunan çelik halatların kontrolleri standartlarda belirtildiği aralıklarda kontrol edilmeli ve bu kontrollerin yapılıp yapılmadığı yetkili birimlerce denetlenmelidir.
KAYNAKÇA 1. ASTM E1571: Ferromanyetik Çelik Tel Halatların Elektromanyetik Muayenesine Yönelik Standart Uygulama 2. ISO 4309: Vinçler-Tel halatlar-Muayene ve hizmet dışı bırakmak için uygulama kuralları 3. EN 12927: Kişileri taşımak üzere tasarlanmış kablolu taşıma tesisleri için güvenlik gereklilikleri. Halatlar 4. IMCA LR 004: Manyetik halat testi (MRT) yoluyla çelik tel halatın incelenmesi için önerilen uygulama 5. IMCA SEL 023: Manyetik Halat Testi Yoluyla Tahribatsız Muayene (NDE) Hakkında Rehber 6. IMCA M197: Manyetik Halat Testi Yoluyla Tahribatsız Muayene (NDE) Hakkında Rehber 7. ISO 17893: Çelik tel halatlar — Kelime bilgisi, tanımlama ve sınıflandırma7 [8] E. Gönül, B. Bayraktaroğlu, Halatlı Taşıma Sistemlerinde Yorulma Kontrolleri Ve Önemi, Haziran 2021, Mühendis Makine Güncel [9] E. Gönül, B. Bayraktaroğlu, İş Ekipmanlarının İşletme Aşamasındaki Yorulma Durumlarının Belirlenmesinde Tahribatsız Muayenenin Önemi, 16 Kas 2019, Kaynak Teknolojisi XI. Ulusal Kongre ve Sergisi 10. https://www.vincotte.be/en/energy-process-industries/mrt-magnetic-rope-testing 11. http://kemm.org.tr 12. E. Gönül, B. Bayraktaroğlu, Halatlı Taşıma Sistemlerinde Özel Kontroller ve Yapılmasının Önemi, Mühendis ve Makina Güncel · 20 May 2024.
Cem Web Ofset A.Ş. Alınteri Blv. No. 29 Ostim - Ankara Tel: +90 312 385 37 27
Basım Tarihi: 1 Kasım 2024
Baskı Sayısı: 15.000
TMMOB Makina Mühendisleri Odası yayın organı olan ve 1957 yılından itibaren yayımlanan (iki farklı isimle yayımlanmıştır.) Mühendis ve Makina dergisi, 2017 yılından itibaren Mühendis ve Makina Güncel ismiyle Makina Mühendisleri Odası üyelerine gönderilmektedir. Dergimizle ilgili detaylı bilgi almak için www.mmo.org.tr genel ağ adresinden yararlanabilirsiniz. Ayrıca telefon, faks veya e-posta yoluyla da bize ulaşabilirsiniz.